Metal matrix composites (MMCs) present extraordinary characteristics, including high wear resistance, excellent operational properties at elevated temperature, and better chemical inertness as compared to traditional alloys. These properties make them prospective candidates in the fields of aerospace, automotive, heavy goods vehicles, electrical, and biomedical industries. MMCs are challenging to process via traditional manufacturing techniques, requiring high cost and energy. The laser-melting deposition (LMD) has recently been used to manufacture MMCs via rapid prototyping, thus, solving these drawbacks. Besides the benefits mentioned above, the issues such as lower ultimate tensile strength, yield strength, weak bonding between matrix and reinforcements, and cracking are still prevalent in parts produced by LMD. In this article, a detailed analysis is made on the MMCs manufactured via LMD. An illustration is presented on the LMD working principle, its classification, and dependent and independent process parameters. Moreover, a brief comparison between the wire and powder-based LMDs has been summarized. Ex- and in-situ MMCs and their preparation techniques are discussed. Besides this, various matrices available for MMCs manufacturing, properties of MMCs after printing, possible complications and future research directions are reviewed and summarized.
- 3D printing
- laser-melting deposition
- wire- and powder-based laser-melting depositions
- metal matrix composites
- mechanical properties of metal matrix composites
MMCs Mixing Techniques
| Technique Name and Description | Essential Features | References | |
|---|---|---|---|
| Study by | MMCs by LMD | Hardness (HV) |
Ultimate Tensile Strength (MPa) |
Yield Strength (MPa) |
Elongation (%) | Wear Loss (µm2) |
References | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
[71,72,73,74,75] | |||
| [ | 92 | ] | |||||||||
| Li et al. | WC + Ti-wire | 500 | - | - | - | - | [141] | ||||
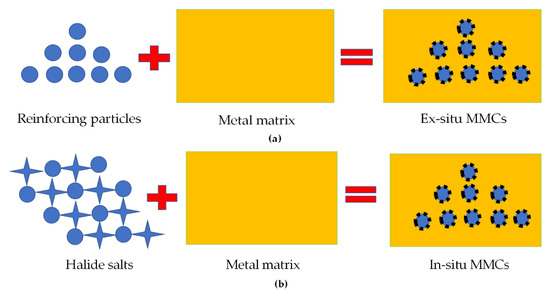
In this process, the reinforcing particulates are mixed into the matrix, usually a metal. The given matrix is in between the solidus and liquidus temperature. The reinforcing particles are entrapped within the matrix, mechanically. |
|
[76,77] | |||||||||
In this technique, the pressure is applied and maintained until the molten metal solidifies. The applied pressure assists in grain refinement that ultimately enhances the mechanical properties of the final product. |
|
[78,79,80,81] | |||||||||
In this technique, a blending of fine powder particles, compacting into an anticipated form. Mostly, material heating is also involved. |
|
[82,83] | |||||||||
This process uses the melting-condition advanced shear technology technique. A sufficient quantity of shear stresses is applied to the particles, within the liquidus metal, to get over the cohesive force and the malleable strength of the given mixture. It consists of the following mixing steps: |
|
[84,85] | |||||||||
| Step I: Distributive mixing | Step II: Dispersive mixing | ||||||||||
| It employs the conventional mechanical stirring to pre-mix the metal matrix with the reinforcing particles. The equipment is the same as stir casting. | In this step, adequate shear stress is applied to overcome the average tensile strength of the agglomerated structures. | ||||||||||
It is a well-known process to produce lightweight nano-metal matrix composites (NMMCs) with excellent reinforcement distribution. However, NMMCs present severe problems regarding the uniform dispersion in liquid metal that induces clustering. This drawback can be solved by integrating the ultrasonic system with the casting process. |
|
[78,86] | |||||||||
It is a technique that can change the microstructure and mechanical properties through plastic deformation. |
|
[87,88] | |||||||||
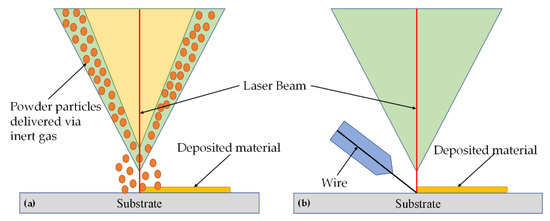
Metal Matrix Composites (MMCs) Deposited by Wire and Powder Particles Feedstock
| Powder-Based LMD | Wire-Based LMD | References | ||
|---|---|---|---|---|
| Pros | Cons | Pros | Cons | |
|
|
| ||
| Powder + Wire-Based LMDs | References | |||
|---|---|---|---|---|
| Pros | Cons | |||
|
||||
|
|
|
|
[93,94,95,96,97] |
Different Laser Sources for In-Situ MMCs Syntheses by LMD
Matrices for MMCS
Titanium-Based MMCs (TMCs)
| Continuous Reinforced TMCs Formation Techniques | |||
|---|---|---|---|
| Technique and illustration | Pros | Cons | References |
|
|
|
[105] |
|
|
|
[106] |
|
|
|
[107] |
|
|
|
[108] |
| Discontinuous Reinforced TMCs Formation Techniques | |||
|
|
|
[109,110] |
|
|
|
[111,112,113] |
Nickel-Based MMCs (NMCs)
Other Metal Matrix Composites
Properties of MMCs
Mechanical Properties: Hardness, Ultimate Tensile Strength (UTS), Yield Strength (YS), Elongation, and Wear
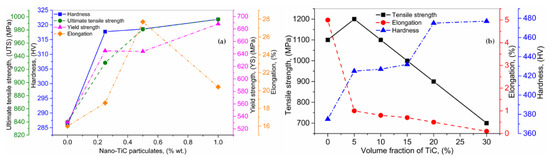
| Bi et al. | Inconel 625 + TiC particulates (0.25/99.75; 0.50/99.50; 1.0/99.0) |
285; 310; 312; 320 | 840; 930; 980; 990 | 530; 650; 642; 690 | 16; 19; 28; 21 | - | [142] |
| Gopagoni et al. | Nickel (80 wt.%) + Titanium (10 wt.%) + Carbon (10 wt.%) | 370 | - | - | - | - | [143] |
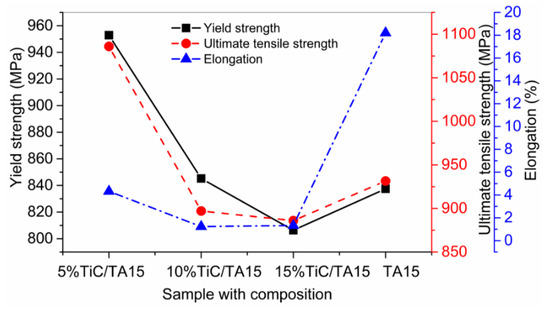
| Wang et al. | TiC particulates (0; 5; 10; 15; 20; 30 vol.%) + Ti6Al4V | 375; 425; 427; 432; 475; 477 | 1100; 1200; 1100; 1000; 900; 700 | - | 5; 1; 0.8; 0.7; 0.5; 0.1 | - | [56] |
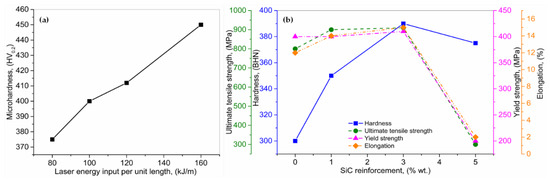
| Hong et al. | Inconel 718 + TiC (Laser energy = 80; 100; 120; 160 kJ/m) |
375; 400; 410; 450 | - | - | - | - | [144] |
| Sateesh et al. | Ni-P + SiC (0; 1; 3; 5 wt.%) | 300; 350; 390; 375 | 800; 900; 910; 300 | 400; 400; 410; 200 | 12; 14; 15; 2 | - | [145] |
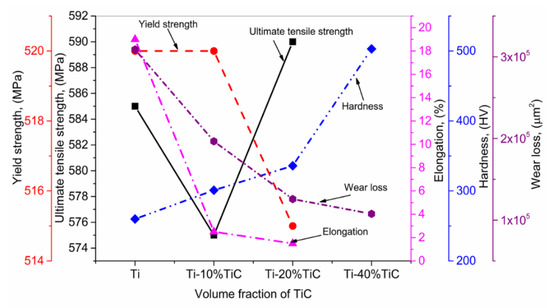
| Zhang et al. | Ti+TiC (10; 20; 40 vol.%) | 260; 301; 336; 503 | 585; 575; 590; - | 520; 520; 515; - | 19; 2.5; 1.5; - | 309,022.1; 196,579.5; 125,786.7; 107,735.6 | [146] |
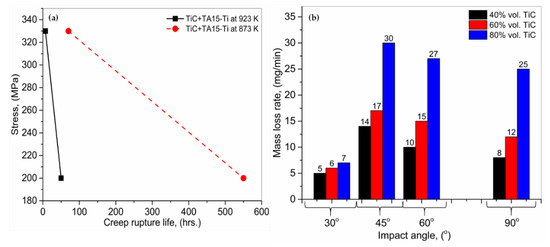
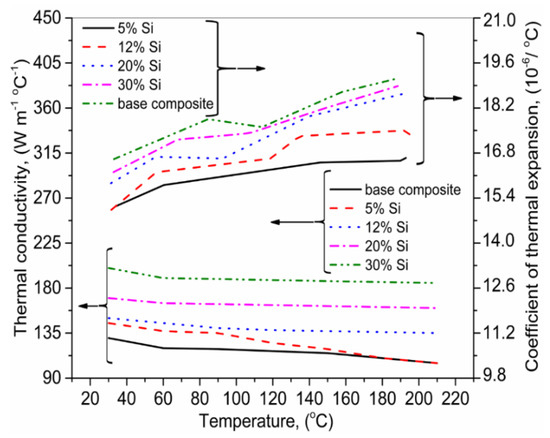
Creep Behavior, Erosion Resistance and Thermophysical
Applications of MMCs
Biomedical
Wear Resistance
Corrosion and Erosion Resistance
Industrial
MMCs by the LMD: Strengths, Challenges and Their Potential Solutions
Future Research Directions in MMCs
Acknowledgements
M.A.M. has received financial support from the European Union’s Horizon 2020 (H2020) research and innovation program under the Marie Skłodowska-Curie, grant agreement No. 764935. A. C. P. acknowledges the funding of the PN-III-P1-1.1-TE-2016-2015 (TE136/2018) Project, as well as the support by Romanian Ministry of Education and Research, under Romanian National Nucleu Program LAPLAS VI – contract no. 16N/2019. I.N.M. acknowledges with thanks the partial financial support of this work under the POC-G Contract no. 135/2016.