Increasing interest in bio-based polymers and fibers has led to the development of several alternatives to conventional plastics and fibers made of these materials. Biopolymer fibers can be made from renewable, environmentally friendly resources and can be fully biodegradable. Biogenic resources with a high content of carbohydrates such as starch-containing plants have huge potentials to substitute conventional synthetic plastics in a number of applications.
- bio-based materials
- biofibers
- biopolymers
- oil-based polymers
- starch
- spinning
1. Conventional Fiber Spinning Methods
The conventional fiber spinning methods are melt spinning, wet spinning, and dry spinning. These methods have been widely used in synthetic fiber manufacturing. Melt spinning is used for thermoplastic polymers that can be melted. In melt spinning, the polymer melt can be extruded through a spinneret containing a number of holes. The elongational laminar melt flow causes molecular orientation in the machine (drawing) direction that can be even enhanced by drawing and crystallization upon cooling. The schematic drawing for melt spinning is shown in
1.
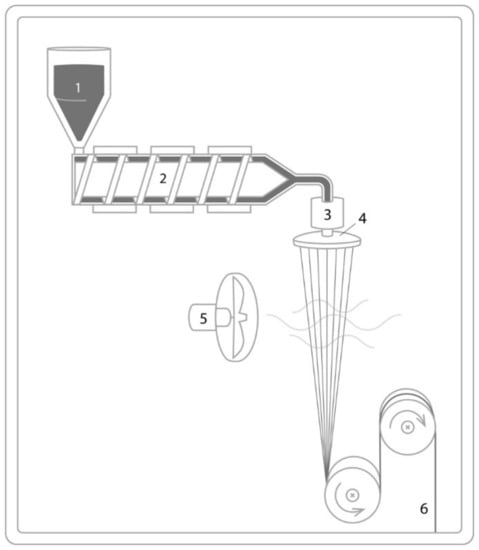
Schematic drawing of melt spinning with a polymer feeder (1), extruder with a single screw (2), the feed pump and nozzle (3), the spinneret (4), cooling air (5) and the winding station (6).
In dry spinning, a solvent is used to dissolve the raw material to form a solution and the fiber is formed from the polymer solution. In this process, the polymer can be dissolved in a volatile solvent, the solution is pumped through the spinneret to form filaments, and air is used to dry the filaments. Usually, the used solvents in dry spinning are expected to have low boiling point and low latent heat or appropriate volatility, respectively. The schematic for dry spinning is given in
2a. Wet spinning is the oldest spinning process. In wet spinning, a polymer solution with the desired viscosity will be prepared by dissolving the polymer in a solvent. The formed solution is forced through the submerged spinneret into a coagulation bath containing a non-solvent for the polymer. The solvent in the spinning dope is extracted into the coagulation bath, and the filaments solidify. The schematic for wet spinning is given in
2b.
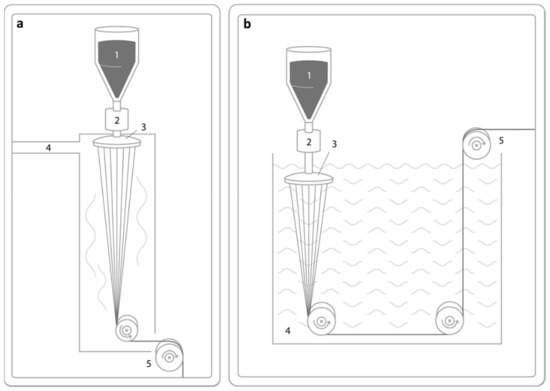
Schematic drawing of dry spinning (
) with the polymer solution (1), the pump (2), spinneret (3,) heated chamber (4), and subsequent winding or further processing (5), and the wet spinning process (
) with the polymer solution (1), pump (2), spinneret (3), coagulation bath (4) and subsequent winding or further processing (5).
These conventional methods have also been widely used in fiber spinning from virgin starch or starch and other polymer blends [1]. Bond et al. [2] described utilization of the melt spinning technique for fiber spinning from starch and polymers blends. In their work, they produced highly attenuated continuous and stable fibers. Another study by the same researches in 2003 revealed the possibility of producing biodegradable fibers from starch and other biodegradable polymers using a melt spinning system [3].
Other researchers have used the wet spinning method for fiber spinning. Nevertheless, the wet-spun fibers are characterized by a coarse diameter, typically greater than 50 µm, and the large amount of solvent used in this process needs an additional drying step and recovery [4]. Some of the previous studies for wet-spinning starch fibers include U.S. Pat. Nos. 4139699, 4853168 and 4234480 [5]. Some other researchers modified the conventional fiber spinning methods. James et al. [4] developed an air-drawing device to attenuate a non-thermoplastic starch composition extrudate and evaporate the water solvent.
2. Modern Techniques Used for Starch Fiber Spinning
Besides the conventional spinning methods, different kinds of new spinning techniques have been developed and used for fiber spinning from starch and starch/polymer blends. Some of the novel developments in starch fiber production include electrospinning [6][7][8][9][10], electro wet-spinning [11][12], modified electro spinning [13][14] rotary or centrifugal spinning [15][16][17] and solution blowing [18]. From a feasibility point of view, conventional fiber production techniques are still more preferred, because they allow higher outputs and economic benefits [18]. The next section reviews the modern spinning practices which are available for spinning a starch biopolymer and its blend.
2.1. Electrospinning of Fibers from Starch
Electrospinning is a fiber spinning technique that uses a high voltage electrostatic field for the production of fibers with diameters in the range of micrometer to nanometer scale. It has become a widely used fiber formation technique in the last decade [18][8]. The conventional process of fiber spinning is based on the principle of pressure-driven extrusions of a viscous polymer into fibers of diameters ranging from 10 to 500 µm. Electrospinning as a practical technique for producing nanofibers began in 1934, when Formhals patented his first invention related to the process and apparatus for producing artificial filaments using electric charges [19].
The differences between electrospinning and the conventional methods (wet/dry spinning) are in the fundamentally different processes, where electrostatic attractions enable the process and also the aerodynamic drag at the end of the process [18]. The linearity of amylose and its ability to align and aggregate made the fabrication of amylose fibers preferable in early attempts to fabricate starch fibers [5]. Some researchers patented a process for the fabrication of amylose fibers [13]. Amylose can be preferentially oriented into parallel alignments leading to the formation of hydrogen bonds because of its linear nature, which gives it sufficient freedom of macromolecular chain mobility. In contrast, the branched nature of amylopectin cannot produce this free movement. It cannot align and associate readily. Theoretically, it is known that the amylopectin component of starches can affect fiber spinning and the strength of the fibers spun [20][5].
Approaches for the electrospinning of nanofibers from natural starches will be economically feasible on a commercial scale even if starches with a high amylopectin content are utilized, because amylopectin is the major component in any natural starches. On the other hand, amylopectin as the major constituent of the starch and a highly branched polymer affects the fiber’s formation during the electrospinning [10]. Therefore, modification on the electrospinning setup was attempted by many researchers to spin amylopectin-rich starches. This was achieved by Kong et al. by modifying the conventional electro spinning setup [21].
A patent designated by Jennifer et al. [8] described the utilization of an electrospinning technique to produce starch filaments. They described the possibility of producing starch filaments from a mixture of starch, water, plasticizers, and other optional additives such as stabilizers or processing aids. Lancuški et al. [22] produced electrospun fibers from corn starch with a high amylose content using formic acid in different concentrations as a solvent, and subjecting each solution to different aging times, i.e., 2, 6, 24, and 72 h before electrospinning. The characterization of the fabricated fiber mats signifies that dispersions with formic acid concentrations of 100, 90, and 80% resulted in fibers with diameters in the range of 80–300 nm.
According to Fonseca et al. [23], soluble potato starch with normal amylose content has been converted into ultrafine fibers by electrospinning like a neat polymer in a fiber-forming solution. These researchers prepared fiber-forming polymer solutions with 40% soluble potato starch (with amylose content of 32.54 ± 3.65%) and formic acid (75%) as the solvent. The solutions were allowed to age for 0, 24, 48, and 72 h before electrospinning. The result revealed that ultrafine fibers were successfully electrospun from the solution.
However, in another study, glutinous rice starch and tapioca starch were used for fiber spinning using an electrospinning technique. In this research, water was used as the only solvent and polymeric dispersions were stirred at 80 °C for 15 min before electrospinning. From the result, it was revealed that unlike tapioca starch, the glutinous rice starch failed to generate nanofibers during the electrospinning [12][24].
The fabrication of high purity natural tapioca starch (NTS) fibers was reported by Sutjarittangtham et al. [13] using a modified electrospinning technique with a dehydration process by using a −20 °C ethanol collector bath to complement the conventional electrospinning technique. Electrospun fibers with diameters of 1.3–14.5 μm were generated from a simple solution of starch in deionized water with starting concentrations of 3.0 to 5.0 wt.%.
More recently, research conducted by Fonseca et al. [25] revealed the possibility of producing electrospun fibers from native and anionic corn starch with different amylose contents. The electrospun fibers of native and anionic corn starches with regular amylose and high amylose contents were prepared by the electrospinning of starch solutions dissolved in 75% formic acid solvent. The result revealed that fibers produced from modified anionic starches have homogeneous morphologies, whereas fibers from regular corn starches contained droplets and have heterogeneous morphologies, with diameters varying from 70 to 264 nm. Fibers produced from starches having amylose content less than 70% have smooth continuous surfaces.
The schematic electrospinning process is given in
3. Studies performed by different researchers on electrospun starch fibers are summarized in
1.

Schematic illustration of electrospinning setup: syringe (pump) (1), polymer solution (2), needle (3), liquid jet (4 and 6a), Taylor cone (5), fibers (6b), circuit (7), collector (8a) and drum collector (8b).
| Electrospun Material | Solvent Used | Characteristics of Obtained Fibers | Year of Publication |
|---|---|---|---|
| High amylose pure starch | Dimethyl sulfoxide DMSO/water | Fibers with diameter in range of micrometer | 2014 |
| Pure maize starch with (70%) amylose content | 17% w aqueous formic acid solution | Diameter ranging from 80 to 300 nm |
2013 |
| High amylopectin corn starch and potato starch | 2% w/w caustic soda solution | Submicron average diameter | 2015 |
| Waxy rice starch | water | Multiple flaky layers, highly porous | 2016 |
| High amylose modified starch 70% acetic anhydride | Ionic liquid 1-ally-1–3 methylimidazolium chloride | Continuous smooth fibers Diameter from 10 to 100 nm |
2007 |
| Modified maize starch with high amylose and 70% acetic anhydride |
Formic acid | Tensile strength depends on starch to acetate ratio, annealing time, and degree of substitution | 2009 |
| High amylose modified maize starch 50% acetic anhydride | Dimethyl sulfoxide DMSO | Ultrafine fibers | 2013 |
| High amylose modified starch 70% formic acid solution | 17% aqueous formic acid solution | Diameter ranging from 80 to 300 nm Elongation at break higher than native starch |
2015 |
| Acidified oxidized potato starch | DMSO | Smooth fibers at concentration up to 19% | 2012 |
| Natural tapiaco starch | Deionized water | Diameter from 1.3 to 14.5 µm | |
| Native and anionic corn starch | Formic acid | Fibers with diameter 70–264 nm | 2018 |
2.2. Electrospun Fibers from Starch/Polymer Blends
In order to overcome problems associated with natural starches, starches can be blended with other polymers, chemically crosslinked, or plasticized to improve their properties [5][19]. In this case, the addition of a second polymer is intended to promote entanglement. Likewise, the addition of starch can provide the ability to adjust the surface properties of polymer fibers [23]. The common limitations of native starch are related to their poor mechanical property, thermal stability, and their high hygroscopicity. To overcome the limitations and improve their properties, starches are usually blended with other polymers [24]. Starch blending with other polymers is generally intended for the reduction in production cost and improving the properties of starch [22].
Šukytė et al. [26] prepared nanofibers from potato starch, PVA, and small amounts of ethanol. The results showed that with an amount of 5 wt.% potato starch as a blend partner it was impossible to form nanofibers by the electrospinning process. In this study, it was revealed that even a small amount of ethanol had a significant positive influence on the electrospinning process, although it negatively influenced the nanofibers and the associated web structure. Wang et al. [27] prepared fibers of oxidized starch with PVA of 380 nm by means of electrospinning, demonstrating that a high concentration of starch in solution notably affects the homogeneity of fibers. According to Jukola et al. [28], there is a possibility of producing electrospun nanofibers using PCL and starch. In this study, a high concentration of starch was used, and the result revealed the formation of highly porous scaffolds. Electrospinning with starch in multicomponent solution was realized by Sunthornvarabhas et al. [29] using a solution of polylactic acid (PLA) with dichloromethane (DCM) and a solution with cassava starch dissolved in dimethyl sulfoxide (DMSO). The result revealed a fiber structure with homogenous diameter.
Bicomponent nanofibers from PVA/cationic starch solution were produced by using electrospinning [30]. In this research, ethanol was used as a solvent. The result revealed the successful formation of nanofibers with different thicknesses, with varying properties dependent on the cationic starch. Some other researchers produced fibers from blends of modified starch and other polymers using electrospinning [31]. Starch nanocellulose composite fibers with increased mechanical strength have been prepared by Wang et al. [32] by using nanocellulose as a reinforcing filler and cationic starch as a binding agent (matrix). Other researchers produced a core–sheath compound with fibers from starch-formate solution using coaxial spinning [33]. The produced fibers had mean diameters of 4.13 ± 1.05 µm. Fibers electrospun from blends of starches and other polymers are summarized in
2.
Electrospun fibers from starch/polymer blends [18][34].
| Electrospun Materials | Solvent Used | Characteristics of Fibers Obtained | Year of Publication | ||
|---|---|---|---|---|---|
| Starch/PCL 30/70 wt.% | Acetic acid or chloroform | Diameter 130–180 nm Highly porous |
2005 | ||
| Starch/PCL 17% w/v | Chloroform/dimethyl formamide (DMF) (7:3) | Diameter from 400 nm to 1.4 µm | 2010 | ||
| Starch/PCL 30/70 wt.% | Chloroform/DMF (7:3) | Diameter approximately 400 nm fine morphology |
2008 | ||
| Starch/PCL 30/70 wt.% | Chloroform 40% w/v | Fiber diameter around 100 µm | 2010 | ||
| Potato starch (5 wt.%)/polyvinyl alcohol/PVA | Ethanol 5 wt.% | 2010 | |||
| Soluble starch/PVA 1:1 or 1:3 | Water | Good morphology |
| 2014 | |
| Oxidized starch (OS)/PVA | Water | |||
| Template synthesis | Diameter affected by weight ratio of PAV/OS |
| 2011 | ||
|
Cationic starch (CS)/PVA (3:1) | Water | 2012 | ||
| Cationic starch (CS)/PVA | Ethanol/water | Thicker and stick nanofiber | 2009 | ||
| Starch/poly (lactide–co-glycolide) (PLGA) | Starch in DMSO and PLAGA in tetrahydrofuran (THF)/N | 2011 | |||
| Cassava starch/PLA | PLA in dichloromethane, cassava starch in DMSO | Smooth fibers | 2011 | ||
| High amylose maize starch, cationic starch and Nanocellulose | Dimethyl sulfoxide and ethanol | Good strength | 2018 | ||
| Rice starch/PVA (25 wt.%) |
Water and NaoH | Uniform fibers with diameter 36–151 nm |
2017 | ||
| Glutinous rice starch/PVA (2 w/v and 8 w/v) | Hot water | Smooth morphology with diameter 191–263 nm | 2017 | ||
| Starch formate/glycerol (17 wt.%) | Formic acid | Fibers with diameter 4.13 µm | 2017 | ||
| Corn starch/guar gum (3 wt.%) |
Water | Fibers with diameter 95 nm | 2017 | ||
| Starch acetate (20 wt.%) | Formic acid/water (90:10 v/v) | Fibers with good tenacity and uniformity | 2009 | ||
| Carboxymethyl starch/PLA | Sodium dodecyl sulfate | Diameter 190–265 nm | 2019 |
2.3. Electro Wet Spinning
Kong and Zeigler [21] developed a pure starch microfiber web by modifying the conventional electrospinning technique with a coagulation bath (electro wet spinning). The concept of electro wet spinning is to electrospin pure starch fibers without additional polymers as binders or a matrix. To produce pure starch microfibers, the spinning dope solution was prepared by heating Gelose 80 (amylose content—80%) in 95% dimethyl sulfoxide (DMSO) until the gelatinization of starch started. In this process, ethanol was used as a solvent for the coagulation bath because of its miscibility with DMSO and its non-miscibility with starch. The reason for modification of the electrospinning technique with a coagulation bath was to obtain solid fibers with the evaporation of DMSO, which a critical step due to its non-volatility. The addition of pure ethanol in a coagulation bath resulted in the formation of an amorphous electrospun web and the starch web crystallinity was increased to 43% as the water proportion in the ethanol coagulation bath was increased. This study revealed that the average diameter of electrospun starch fibers was 2.60 µm. The developed electrospun web was heat-treated to improve the crystallinity (size and degrees of crystals). The stability of the braid against water was improved by crosslinking with glutaraldehyde [26].
Cardenas et al. [7] also produced microfibers from potato starch using the electro wet spinning technique. These researchers changed different parameters during their study for each treatment and produced starch microfibers with average diameters of 15, 17, 23 and 25 µm. These fibers had a degradation temperature of 304 °C, which indicated stable thermal properties even with very thin fiber diameters. Another comparative study by Cardenas et al. [11] revealed the production of wet electrospun fibers with diameters of less than 50 µm from local and commercial potato starches using ethanol as a solvent. They also studied the spinnability of cationized and uncationized fibers. They concluded that cationized fibers are less heat resistant and non-cationized fibers have a high amorphous morphology.
2.4. Centrifugal Spinning
Centrifugal spinning is also known as rotary jet spinning, rotor spinning, and force spinning [35]. Although centrifugal spinning has been widely used in the glass fiber industry for making micrometer-scale glass fibers, the use of centrifugal spinning for producing polymer fibers, especially polymer nanofibers, is relatively new and is an emerging technique [15][16][35]. More recently, FibeRio Technology Corporation commercialized large-scale centrifugal spinning machines (Cyclone FE 1.1 M/S and Cyclone FS 1.1) for the mass production of polymer nanofibers. In centrifugal spinning, the centrifugal force is utilized to drive polymeric jets out of spinnerets [17]. Compared with electrospinning, it combines the advantages of a high production rate, applicability to a broad range of materials, and insensitivity to dielectric constant of materials. Another advantage is that porous and well-aligned structures are produced. Both centrifugal spinning and electrospinning are effective techniques for the production of micro- and nanofibers. Pure starch-based fibers were successfully fabricated by “electro-wet-spinning’’ by Kong and Ziegler [21][5]. The techniques used for a successful pure starch-based electro-wet-spinning were demonstrated to be suitable for starches with amylopectin content below 65% and sensitive to the amylopectin content of starches, and limited the spinnability of amylopectin starches by this process [21].
However, other researchers, Li et al. [35] attempted to produce microfibers by centrifugal spinning technique from various starches such as amylose-rich starch, amylopectin-rich starch, potato starch, and waxy starch. In this study, it was revealed that amylopectin-rich starch-based fibers with an average diameter of sub-microns could be successfully spun from amylopectin-rich native corn and potato starches by centrifugal spinning [16]. The amount of amylopectin of the used native corn and potato starches were determined to be about 68.89 and 73.35%. The produced fibers from amylopectin rich corn starch had a smooth surface, and the fibers obtained from amylopectin-rich potato starch had a rough surface. A method for controlling the surface morphology and topography of centrifugally spun starch-based fibers by adjusting the ratio of amylopectin/amylose in starches and the combination with a hot blast temperature was developed by Li et al. [15]. The effects of hot blast temperature, amylopectin, and amylose on fiber surface morphologies were investigated by using potato and corn starches. The structural analysis of the prepared fibers demonstrated that both corn- and potato-based fibers were amorphous, and some physicochemical changes such as the swelling of granules, loss of order in both amorphous and crystal domains, exudation of amylose, chain rearrangement, and chemical gelatinization occurred during centrifugal spinning.
4 represents the typical schematic process for the representation of centrifugal spinning.
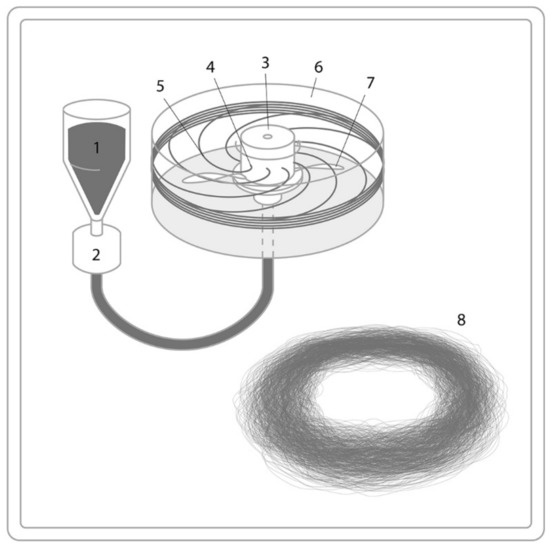
Centrifugal/rotary jet spinning setup with polymer (1), pump (2), polymer path (3), flexible air foil (4), rotating reservoir (6,7), and fibers (8).
2.5. Solution Blow Spinning
Solution blow spinning (SBS) has been used industrially since the end of the 19th century, and it is one of the oldest methods of synthetic fiber production. Solution blow spinning is obtained by the combination of elements of both electrospinning and traditional melt blowing technologies [36]. Compared with melt blowing technologies, solution blow spinning has a broad spectrum of possible raw materials and availability. Compared to electrospinning, SBS has a high yield, a short preparation time, and a high usage value. Solution blowing was developed as an alternative method for making non-woven webs of micro- and nanofibers with diameters comparable to those made by the electrospinning process with the advantage of a high production rate [37].
This process combines wet spinning and dry spinning. In both methods, the polymer solution is extruded through the spinnerets into fibers. Solvent used in this process is removed and drawing of the fibers will be performed to reduce the fiber diameter with a consequent improvement of the mechanical strength. In the case of dry spun solution blowing, the polymer solution is pushed through a spinneret into a heated column, called the spinning tower. Within the tower, the polymer solidifies through evaporation of the solvent. In the case of wet spun solution blowing, the spinneret is placed in a chemical bath. Inside the bath, the polymer is precipitated by dilution or a chemical reaction to form fibers [38].
Solution blowing is quite an innovative technique and is less researched for the production of biopolymer fibers. In solution blowing, a polymer solution is extruded and non-polymer melts. Solution blowing is associated to melt blowing. The only difference lies in the solvent evaporation in the former, rather than melt cooling jet solidification in the latter. Solution blowing is basically an isothermal method. Unlike melt blowing [39], which produces microfibers, solution blowing results in nanofibers [37]. The biggest advantage of solution blowing, apart from its ability to blend biopolymers, is its scalability. There are several parameters where solution blowing depends on the nozzle dimensions, air pressure, collecting distance and viscoelasticity of the polymer solution [37].
5 shows the schematics process for solution blowing.
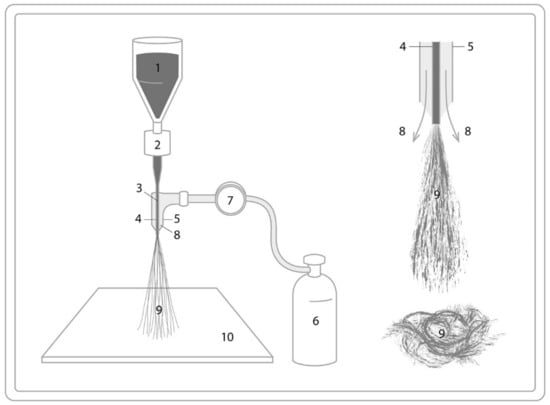
Schematic of the solution blowing process with the polymer (1), coaxial pump (2), syringe (3), polymer solution (4), air supply (5), high pressure air pump (5), valve (7), air (8), stretched polymer jet (9), and the fiber collector (10).
3. Comparison of the Different Fiber Spinning Methods
All spinning techniques above have advantages and disadvantages and should be chosen depending on the application and the associated property requirements.
3 summarizes the advantages and disadvantages of each spinning technique for the production of starch fibers.
Comparison of the different fiber spinning technologies [39][40][41][42].
| Fiber Spinning Methods | Advantages | Disadvantages | ||||
|---|---|---|---|---|---|---|
| Melt spinning |
|
| ||||
| Solution Spinning (dry and wet) |
|
| ||||
| Melt electro-spinning |
|
| ||||
| Solution electrospinning |
|
| ||||
| Centrifugal spinning |
|
| ||||
| Solution blow spinning |
| |||||
|
| |||||
| Self-assembly |
|
| ||||
| Melt blowing |
|
| ||||
| Phase separation |
|
|
References
- Tuzlakoglu, K.; Pashkuleva, I.; Rodrigues, M.T.; Gomes, M.E. A new route to produce starch-based fiber mesh scaffolds by wet spinning and subsequent surface modification as a way to improve cell attachment and proliferation. J. Biomed. Mater. Res. A 2009, 92, 369–377.
- Bond, E.B.; Autran, J.-P.M.; Mackey, L.N.; Noda, I.; O´Donnell, H.J. Fibers comprising starch and biodegradable polymers. US6946506B2, 20 September 2005.
- James, M.D.; Mackey, L.N.; Ensign, D.E.; Aydore, S. Process for making non-thermoplastic starch fibers. US7276201B2, 2 October 2007.
- Bastioli, C.; Casale, B.; Zanardi, G. Device and process for the production of fibrous starch materials. WO1994009190, 28 April 1994.
- Kong, L.; Ziegler, G.R. Patents on Fiber Spinning from Starches. Recent Pat. Food Nutr. Agric. 2012, 4, 210–219.
- Zussman, E.; Lancuski, A. High-amylose starch- formate electrospun fibers. WO 2016/132370, 25 August 2016.
- William, A.C.; Efrén, M.P.; Yesid, G.P.E.; Ricardo, V.G. Comparative Study of Starch Fibers Obtained by Electro-spinning of Indigenous, Commercial and Cationic Potato Starch. J. Nat. Fibers 2020, 17, 809–819.
- Ebner von Eschenbach, J. Electro-spinning process for making starch filaments for flexible structure. EP1217107A1, 26 June 2002.
- Nayak, R.; Padhye, R. Nano Fibres by Electro spinning: Properties and Applications. J. Text. Eng. Fash. Technol. 2017, 2, 486–497.
- Kong, L.; Ziegler, G.R. Formation of starch-guest inclusion complexes in electrospun starch fibers. Food Hydrocoll. 2014, 38, 211–219.
- Cárdenas, W.; Gómez-Pachon, E.Y.; Muñoz, E.; Vera-Graziano, R. Preparation of potato starch microfibers obtained by electro wet spinning. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016; Volume 138.
- Jaiturong, P.; Sutjarittangtham, K.; Eitsayeam, S.; Sirithunyalug, J. Preparation of glutinous rice starch nanofibers by electrospinning. Adv. Mater. Res. 2012, 506, 230–233.
- Jaiturong, P.; Intatha, U.; Eitssayeam, S.; Sirithunyalug, J. Fabrication of Natural Tapioca Starch Fibers by a Modified Electrospinning Technique. Chiang Mai J. Sci. 2014, 41, 213–223.
- Komur, B.; Bayrak, F.; Ekren, N.; Eroglu, M.S.; Oktar, F.N.; Sinirlioglu, Z.A.; Yucel, S.; Guler, O.; Gunduz, O. Starch/PCL composite nanofibers by co-axial electrospinning technique for biomedical applications. Biomed. Eng. Online 2017, 16, 1–13.
- Li, X.; Chen, H.; Yang, B. Centrifugally spun starch-based fibers from amylopectin rich starches. Carbohydr. Polym. 2016, 137, 459–465.
- Zhang, X.; Lu, Y. Centrifugal Spinning: An Alternative Approach to Fabricate Nanofibers at High Speed and Low Cost. Polym. Rev. 2014, 54, 677–701.
- Rogalski, J.J.; Bastiaansen, C.W.M.; Peijs, T.; Rogalski, J.J.; Bastiaansen, C.W.M.; Peijs, T. Rotary jet spinning review—A potential high yield future for polymer nanofibers. Nanocomposites 2017, 3, 97–121.
- Ashraf, R.; Sofi, H.S.; Malik, A.; Beigh, M.A.; Hamid, R.; Sheikh, F.A. Recent Trends in the Fabrication of Starch Nanofibers: Electrospinning and Non-electrospinning Routes and Their Applications in Biotechnology. Appl. Biochem. Biotechnol. 2019, 187, 47–74.
- Vadas, D.; Kmetykó, D.; Marosi, G.; Bocz, K. Application of melt-blown Poly(lactic acid) fibres in self-reinforced composites. Polymer (Basel) 2018, 10, 766.
- Kong, L.; Ziegler, G.R.; Bhosale, R. Fibers spun from polysaccharides. In Handbook of Carbohydrate Polymers: Development, Properties and Applications; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2011; pp. 1–43. ISBN 9781608763672.
- Kong, L.; Ziegler, G.R. Fabrication of pure starch fibers by electrospinning. Food Hydrocoll. 2014, 36, 20–25.
- Lancuški, A.; Vasilyev, G.; Putaux, J.L.; Zussman, E. Rheological Properties and Electrospinnability of High-Amylose Starch in Formic Acid. Biomacromolecules 2015, 16, 2529–2536.
- Fonseca, L.M.; da Silva, F.T.; Antunes, M.D.; Mello el Halal, S.L.; Lim, L.T.; Dias, A.R.G. Aging Time of Soluble Potato Starch Solutions for Ultrafine Fibers Formation by Electrospinning. Starch Staerke 2019, 71, 1–23.
- Liu, G.; Gu, Z.; Hong, Y.; Cheng, L.; Li, C. Electrospun starch nanofibers: Recent advances, challenges, and strategies for potential pharmaceutical applications. J. Control. Release 2017, 252, 95–107.
- Fonseca, L.M.; de Oliveira, J.P.; de Oliveira, P.D.; da Rosa Zavareze, E.; Dias, A.R.G.; Lim, L.T. Electrospinning of native and anionic corn starch fibers with different amylose contents. Food Res. Int. 2019, 116, 1318–1326.
- Šukyte, J.; Adomavičiute, E.; Milašius, R. Investigation of the possibility of forming nanofibres with potato starch. Fibres Text. East. Eur. 2010, 82, 24–27.
- Wang, H.; Wang, W.; Jiang, S.; Jiang, S.; Zhai, L.; Jiang, Q. Poly(vinyl alcohol)/oxidized starch fibres via electrospinning technique: Fabrication and characterization. Iran. Polym. J. Engl. Ed. 2011, 20, 551–558.
- Jukola, H.; Nikkola, L.; Ashammakhi, N. Electrospun Starch-Polycaprolactone Nanofiber-Based Constructs for Tissue Engineering. AIP Conf. Proc. 2008, 973, 971–975.
- Sunthornvarabhas, J.; Chatakanonda, P.; Piyachomkwan, K.; Sriroth, K. Electrospun polylactic acid and cassava starch fiber by conjugated solvent technique. Mater. Lett. 2011, 65, 985–987.
- Adomavičiute, E.; Milašius, R.; Žemaitaitis, A.; Bendoraitiene, J.; Leskovšek, M.; Demšar, A. Methods of forming nanofibres from bicomponent PVA/Cationic starch solution. Fibres Text. East. Eur. 2009, 74, 29–33.
- Šateike, J.; Milašius, R. Influence of Modified Cationic Starch in a Mixed Poly(Vinyl Alcohol)/Cationic Starch Solution on the Electrospinning Process and Web Structure. Autex Res. J. 2020, 20, 69–72.
- Wang, H.; Kong, L.; Ziegler, G.R. Fabrication of starch—Nanocellulose composite fibers by electrospinning. Food Hydrocoll. 2019, 90, 90–98.
- Lancuˇ, A.; Ammar, A.A.; Avrahami, R.; Vilensky, R.; Vasilyev, G. Design of Starch-Formate Compound Fibers as Encapsulation Platform for Biotherapeutics Design of starch-formate compound fibers as encapsulation platform for biotherapeutics. Carbohydr. Polym. 2016, 158, 68–76.
- Garalde, R.A.; Thipmanee, R.; Jariyasakoolroj, P.; Sane, A. The e ff ects of blend ratio and storage time on thermoplastic starch / poly (butylene adipate- co -terephthalate ) fi lms. Heliyon 2019, 5, e01251.
- Li, X.; Hou, T.; Lu, Y.; Yang, B. A method for controlling the surface morphology of centrifugally spun starch-based fibers. J. Appl. Polym. Sci. 2018, 135, 45810.
- Zaaba, N.F.; Ismail, H. A review on tensile and morphological properties of poly (lactic acid) (PLA)/ thermoplastic starch (TPS) blends. Polym. Technol. Mater. 2019, 58, 1945–1964.
- Kumar, A.; Sinha-Ray, S. A review on biopolymer-based fibers via electrospinning and solution blowing and their applications. Fibers 2018, 6, 45.
- Medeiros, E.S.; Glenn, G.M.; Klamczynski, A.P.; Orts, W.J.; Mattoso, L.H.C. Solution Blow Spinning: A New Method to Produce Micro- and Nanofibers from Solution Blow Spinningg: A New Method to Produce Micro- and Nanofibers from Polymer Solutions. J. Appl. Polym. Sci. 2009, 113, 2322–2330.
- Hassan, M.A.; Yeom, B.Y.; Wilkie, A.; Pourdeyhimi, B.; Khan, S.A. Fabrication of nanofiber meltblown membranes and their filtration properties. J. Memb. Sci. 2013, 427, 336–344.
- Garrison, T.F.; Murawski, A.; Quirino, R.L. Bio-Based Polymers with Potential for Biodegradability. Polymers 2016, 8, 262.
- Mohan, S.; Oluwafemi, O.S.; Kalarikkal, N.; Thomas, S.; Songca, S.P. Biopolymers—Application in Nanoscience and Nanotechnology. Recent Adv. Biopolym. 2016, 1, 47–66.
- Neves, A.C.C.; Rohen, L.A.; Mantovani, D.P.; Carvalho, J.P.R.G.; Vieira, C.M.F.; Lopes, F.P.D.; Simonassi, N.T.; Luz, F.S.D.; Monteiro, S.N. Comparative mechanical properties between biocomposites of Epoxy and polyester matrices reinforced by hemp fiber. J. Mater. Res. Technol. 2020, 9, 1296–1304.