A data-driven approach in production logistics is adopted as a response to challenges such as low visibility and system rigidity. within data-driven production logistics, data is the backbone of the system and all the components are bound together with data. Any decision is made based on data rather than intuition or even experience. All production logistics related activities are supported by data, which is constantly collected from data sources such as machines, human resources, sensors, actuators, etc. A data-driven approach facilitates transition towards a smart, autonomous production logistics system.
- data-driven
- smart
- process automation
- production logistics
- technology
- transition
- autonomous systems
1. Introduction
Recent developments in information and communication technologies (ICT) have the potential to create business value by supporting the transition towards data-driven manufacturing and autonomous supply chains [1][2]. These technologies enable seamless data flow and link information to moving goods and material. Implementation of these technologies is not only a prerequisite for data-driven manufacturing and autonomous supply chains [3][4], but also increases visibility in the internal logistics operations.
Within data-driven manufacturing, data is the backbone of the system, which embodies intelligence into manufacturing systems. Tao et al. [5] have conceptualized data-driven smart manufacturing and identified several characteristics. Data-driven manufacturing systems are self-regulated through exploiting real-time monitoring of manufacturing processes. Through exploiting multisource data from manufacturing processes, it will be possible to have rigorous control over the production process. By applying resource-related data, tasks and work instructions data, it will be possible to have smart planning and scheduling across the organization. Customer data such as demands, preferences, limitations and behaviors will be considered for overall system efficiency. Through exploiting historical and real-time data, it will be possible to perform quality control and preventative maintenance proactively [6]. These characteristics open up a new horizon for production logistics (PL), which is indispensable for any manufacturing system.
Even if it be claimed that data-driven smart manufacturing characteristics are valid for production logistics [5], current practices within production logistics is still perceived as a field tied up with non-value-adding activities and lacking high level of responsiveness. To understand the importance of streamlining the PL processes through digitalization, following statement is interesting to consider: “A typical manufacturing company dedicates 25% of its employees, 55% of its factory space, and 87% of its production time to material handling” (Horňáková et al. [7]; adopted from Davich [8]). To facilitate the transition towards data-driven production logistics, it is important to have a systematic perspective regarding the possibilities created by technologies. Several studies reviewed these enabling technologies on a high level in connection with concepts such as smart manufacturing [9], smart logistics [10] and Industry 4.0 [11]. On the other hand, there are studies that looked in to this domain in more details by investigating the application of data-driven technologies in one specific area such as tracing [12], route planning [13] or warehousing [14]. However, the literature has a gap in addressing the application of data-driven enabling technologies in production logistics from a systematic point of view, covering all the activities in a PL system. Thus, we are dealing with studies either conceptualizing data-driven related topics by discussing the possibilities that the technologies can create on enterprise level or reporting benefits on detailed level.
In addition to this existing gap, Klingenberg et al. [11] argue that the absence of a framework in the existing literature reviews with respect to data as the main building block of the data-driven technologies leads to a conceptual panacea. As a consequence of this issue, it is not clear how these technologies in cooperation with each other can contribute to create value for the production logistics systems.
2. Identified Technologies and Related Production Logistics Activities
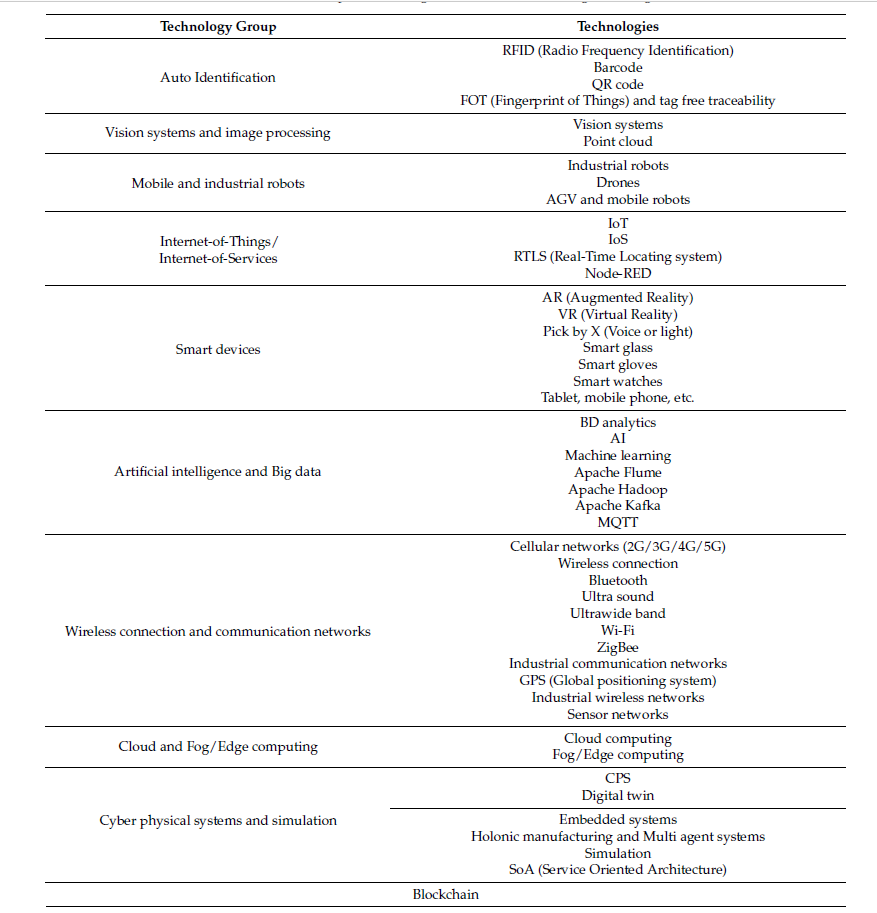
In the review of the 142 articles, 47 technologies were identified. These were divided into 10 groups based on their similarities and types. As explained in
, each of the identified technologies belong to one of the three levels of technologies: device/component, methods or systems. For example, technologies for auto identification are devices, while embedded systems or IoT are perceived as system level technologies consisting of several technologies such as sensor networks, wireless connection and data analysis. Wireless communication protocols such as Wi-Fi, ZigBee or Bluetooth are methods, here also considered as technologies.
Based on the goal of this paper, enabling technologies found in literature were reviewed with respect to their application in PL activities. The activities were categorized into three different groups as follows:
-
Category 1: Shopfloor operational-related activities including activities that have a direct impact on material movement and material handling. The activities concern physical flow of material. In a PL system with a low level of automation and digitalization, usually these activities involve physical effort. From goods receiving until delivery to internal customers, all activates that involve direct contact with physical goods and material fall under this category.
-
Category 2: Planning and scheduling-related activities are regarded as those logistics activities that are aimed to guide the overall operation, and make plans and schedules for an efficient production flow. While the first category concerns physical material flow, this category is about those activities that are known as planning and scheduling. Activities in this category are designed to assure PL system efficiency.
-
Category 3: Control, track and trace-related activities are mainly focused on activities that monitor the behavior of logistics system elements such as resources, goods movement and inventory level. Activities in this category control the physical flow of material from items identification until conditions monitoring. This category is essential to increase efficiency of the activities in the two other categories
3. The Role of Data Life Cycle in Value Creation
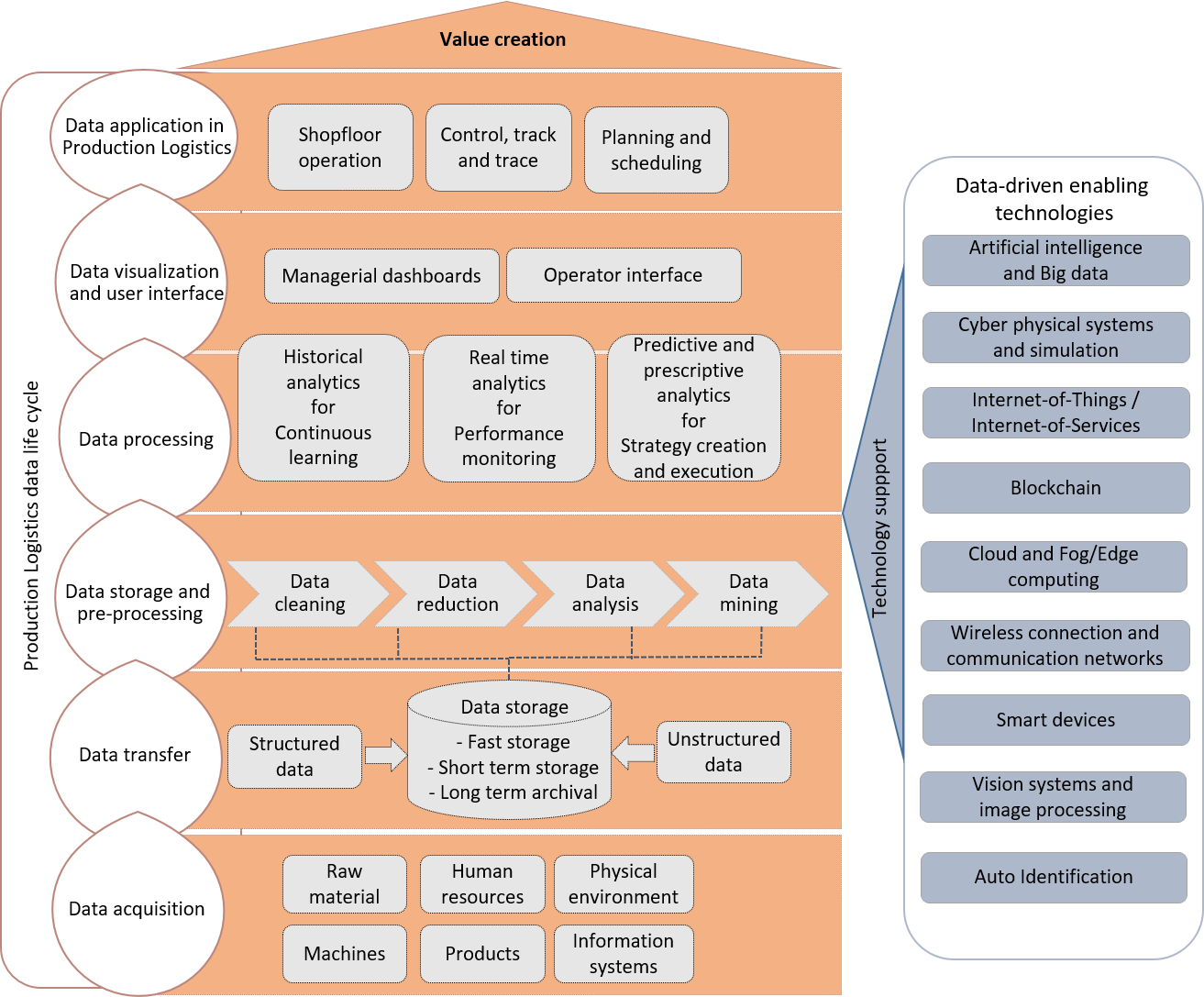
Each of the aforementioned technologies contribute to do one or several steps of acquiring, transferring, storing, analyzing or visualizing data [11]. Considering the data applications presented in Section 3, just collecting data from the shopfloor will not be enough to create value for the PL system. In order to create value for PL systems, it is important that the collected data from data sources, follow the data life cycle presented in the following figure.
Each of the aforementioned technologies contribute to do one or several steps of acquiring, transferring, storing, analyzing or visualizing data [11]. Considering the data applications presented in Section 3, just collecting data from the shopfloor will not be enough to create value for the PL system. In order to create value for PL systems, it is important that the collected data from data sources, follow the data life cycle presented in the following figure. As illustrated, the identified technologies support the value creation process by contributing to one or several steps of the presented data life cycle.
is significantly large, data needs to be stored for further use. Before storing the data, it is necessary to process the collected data, as there might exist redundancy, duplications and noise, and generally raw data might be of low quality. Typically, the data preprocessing includes data cleaning, data integration and data compression [49]. For data storage, there are different possibilities including conventional database technologies and new approaches such as cloud services. Cloud services have the potential to provide a flexible, cost-efficient solution [110]. The data can be stored either as structured (digits, symbols and tables) or unstructured (video, audio, etc.) [5]. In order to use the value of the data, the massive amount of data needs to be reduced in to ordered, meaningful and simplified data [179]. Real-time analytics help to monitor the performance of the system in real-time and align the operation with strategic goals and targets. Predictive and prescriptive analytics support planning, forecasting and simulation for envisioning and execution of strategies [116]. The results support production logistics activities to create value for the production process. The processed data will be visualized through managerial dashboards or operators’ interface will be used for other systems such as enterprise resource planning (ERP) or warehouse management systems (WMS). The visualized data on managerial dashboards and operator interface can support decision-making processes or work instructions [94].
inhomogeneous. Some of the technologies might become obsolete over time and some others are evolving and will have wider applications such as data analytics. This needs to be considered in technology assessment processes. In line with Figure 6, there are several technologies that are associated with PL activities categories. Even though data transfer technologies have no direct value-creation for PL, their stability is of great importance to have a sustainable data-driven system.
Figure 1. Data life cycle in production logistics adopted from.
There are several data sources such as raw material, products, machines, human resources, physical environment such as buildings and existing IT systems such as enterprise systems and information systems. Any technology such as auto-id, vision systems, robots and sensor networks can be used to collect data . To transfer the collected data, cellular networks and wireless connections can be used [15]. As the volume of data
is significantly large, data needs to be stored for further use. Before storing the data, it is necessary to process the collected data, as there might exist redundancy, duplications and noise, and generally raw data might be of low quality. Typically, the data preprocessing includes data cleaning, data integration and data compression. For data storage, there are different possibilities including conventional database technologies and new approaches such as cloud services. Cloud services have the potential to provide a flexible, cost-efficient solution. The data can be stored either as structured (digits, symbols and tables) or unstructured (video, audio, etc.) . In order to use the value of the data, the massive amount of data needs to be reduced in to ordered, meaningful and simplified data [16]. Real-time analytics help to monitor the performance of the system in real-time and align the operation with strategic goals and targets. Predictive and prescriptive analytics support planning, forecasting and simulation for envisioning and execution of strategies [17]. The results support production logistics activities to create value for the production process. The processed data will be visualized through managerial dashboards or operators’ interface will be used for other systems such as enterprise resource planning (ERP) or warehouse management systems (WMS). The visualized data on managerial dashboards and operator interface can support decision-making processes or work instructions [18].employing a data-driven approach in PL requires balanced longterm attention to technological enablers as the maturity level of existing technologies are
inhomogeneous. Some of the technologies might become obsolete over time and some others are evolving and will have wider applications such as data analytics. This needs to be considered in technology assessment processes. In line with Figure 6, there are several technologies that are associated with PL activities categories. Even though data transfer technologies have no direct value-creation for PL, their stability is of great importance to have a sustainable data-driven system.
References
- Cámara, S.B.; Fuentes, J.M.; Marín, J.M.M. Cloud computing, Web 2.0, and operational performance. Mediat. Role Supply Chain Integr. 2015, 26, 3.
- Novais, L.; Marín, J.M.M.; Moyano-Fuentes, J. Lean Production implementation, Cloud-Supported Logistics and Supply Chain Integration: Interrelationships and effects on business performance. Int. J. Logist. Manag. 2020, 31, 629–663.
- Barreto, L.; Amaral, A.; Pereira, T. Industry 4.0 implications in logistics: An overview. Procedia Manuf. 2017, 13, 1245–1252.
- Treiblmaier, H.; Mirkovski, K.; Lowry, P.B.; Zacharia, Z.G. The physical internet as a new supply chain paradigm: A systematic literature review and a comprehensive framework. Int. J. Logist. Manag. 2020, 31, 239–287.
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169.
- Nitsche, B. Unravelling the Complexity of Supply Chain Volatility Management. Logistics 2018, 2, 14.
- Horňáková, N.; Jurík, L.; Chovanová, H.H.; Cagáňová, D.; Babčanová, D. AHP method application in selection of appropriate material handling equipment in selected industrial enterprise. Wirel. Netw. 2019, 1–9.
- Davich, T. Material Handling Solutions: A Look into Automated Robotics. Resource Document. 2010. Available online: (accessed on 6 April 2021).
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf. Technol. 2016, 3, 111–128.
- Winkelhaus, S.; Grosse, E.H. Logistics 4.0: A systematic review towards a new logistics system. Int. J. Prod. Res. 2020, 58, 18–43.
- Klingenberg, C.O.; Borges, M.A.V.; Antunes, J.A.V., Jr. Industry 4.0 as a data-driven paradigm: A systematic literature review on technologies. J. Manuf. Technol. Manag. 2019. Ahead of Publication.
- Cao, W.; Jiang, P.; Lu, P.; Liu, B. Real-time data-driven monitoring in job-shop floor based on radio frequency identification. Int. J. Adv. Manuf. Technol. 2017, 92, 2120–2357.
- Wan, J.; Tang, S.; Hua, Q.; Li, D.; Liu, C.; Lloret, J. Context-Aware Cloud Robotics for Material Handling in Cognitive Industrial Internet of Things. IEEE Internet Things J. 2017, 5, 2272–2281.
- Lee, C.; Lv, Y.; Ng, K.; Ho, W.; Choy, K. Design and application of Internet of things-based warehouse management system for smart logistics. Int. J. Prod. Res. 2018, 56, 2753–2768.
- Cheng, J.; Chen, W.; Tao, F.; Lin, C.-L. Industrial IoT in 5G environment towards smart manufacturing. J. Ind. Inf. Integr. 2018, 10, 10–19.
- Jeble, S.; Dubey, R.; Childe, S.J.; Papadopoulos, T.; Roubaud, D.; Prakash, A. Impact of big data and predictive analytics capability on supply chain sustainability. Int. J. Logist. Manag. 2018, 29, 513–538.
- Hopkins, J.; Hawking, P. Big Data Analytics and IoT in logistics: A case study. Int. J. Logist. Manag. 2018, 29, 575–591.
- Rojko, A. Industry 4.0 Concept: Background and Overview. Int. J. Interact. Mob. Technol. 2017, 11, 77–90