Forward osmosis (FO), the most common osmotically driven membrane process, stands out as the most promising alternative for RO processes due to its inherently low fouling tendency, easier fouling removal, and energy efficiency when compared to pressure-driven–type membrane processes.
- thin film composite
- FO substrate
- desalination
- wastewater treatment
- thin film composite, FO substrate
1. Introduction
In many parts of the world, rapid human development and economic growth combined with worsening climate change are creating negative pressures on water demands [1][2][1,2]. The limited access of clean water in some arid areas has resulted in long-term ecosystem damage and has threatened human security through waterborne-related diseases. These overarching global crises take priority over everything, further pushing researchers towards developing innovative, advanced, and affordable water treatment technologies to address the challenges. As the world continues to navigate the pandemic of coronavirus diseases 2019 (COVID-19), now more than ever the access to clean and safe water is critical to maintain a healthy lifestyle. Improving water and wastewater treatment systems is especially important in ensuring continual supply of clean and safe water for ourselves, our families, and our surroundings. Amidst the global water scarcity, various water/wastewater treatment technologies such as solvent extraction, membrane filtration [3][4][5][3,4,5], adsorption [6][7][8][9][6,7,8,9], chlorination [10][11][10,11], and electrocoagulation– flocculation [12][13][14] [12,13,14] have been developed. The implementation of water reclamations through these technologies imposes a positive impact on treating water and decreasing health complications. Among the existing technologies, membrane-based separation has steadily gained increasing acceptance over the years and has often become the first choice for a reliable performance. Principally, membrane-based separations involve the selective filtration of solutes through pores of different sizes while allowing only water molecules to pass through. Membrane technology is crowned by sustainability criteria in terms of handy design programs, an easy scaling up process, minimal environmental impact, flexibility, and adaptability [15][16][17][15,16,17]. In addition to this, helpful literature and improved knowledge have led to this technology becoming much more familiar. Membrane technology has started to become a favorable treatment process since the development of cellulosic reverse osmosis (RO) membrane via phase inversion developed by Loeb and Sourirajan in the 1960s [18]. This innovation has reached maturity and has grown in line with the increasing acceptance of membrane-based wastewater treatment and desalination technology to deal with increasing water demands and stringent regulations [19][20][19,20]. The engineered applications of the four most common pressure-driven membrane processes, i.e., RO, nanofiltration (NF), ultrafiltration (UF), and microfiltration (MF) include water desalination, reclamation, purification, and wastewater recycling.
In particular, RO, with the finest degree of separation, has achieved huge commercial success due to its high efficiency in removing dissolved ions, particles, and bacteria in the water, as well as having broad tolerance with feed stream of different qualities. The operation of RO requires high hydraulic pressure as a driving force. This has imparted negative consequences to the cost, energy consumption, and fouling propensity of the processes. As a strategy to address these limitations, attention has been switched to the application of osmotically driven processes as an alternative technology for desalination and wastewater treatment. Forward osmosis (FO), the most common osmotically driven membrane process, stands out as the most promising alternative for RO processes due to its inherently low fouling tendency, easier fouling removal, and energy efficiency when compared to pressure-driven–type membrane processes [16][17][18][19][16,17,18,19]. Owing to these attractive inherent features, FO has been used as a concentration and dilution process in diverse areas including food processing [21][22][23][24][21,22,23,24], wastewater treatment [25][26][27][25,26,27], desalination [28][29][30][31][28,29,30,31], and power generation [3][32][3,32]. In medical application, FO assists in controlling the release of drugs with low solubility [33][34] [33,34] and in preserving properties of feed (nutrition, taste, quality, etc.) when it comes to the pharmaceutical industry [35]. FO is also known as an ideal pretreatment step in many integrated membrane processes for desalination/wastewater treatment [36][37][38][36,37,38]. However, the high potential shown by the FO process to unravel the present-day water shortage has been hindered to some extent by some practical challenges. The frequently encountered issues of FO include concentration polarization (CP), fouling, weak membrane mechanical strength, low membrane flux, and high expense to regenerate draw solution and recover water from draw solution, which is behind the unfavorable separation performance of the FO membrane [39]. These factors have triggered more developmental and implementation research into a sustainable FO membrane separation process for a proper acknowledgement and understanding of the FO process. Various improvement attempts have been made to further advance FO technology in order to seize the foothold in mainstream water/wastewater industries.
The dominant factors affecting FO performance along with potential implications on the overall process have been investigated in numerous studies [40][41][42][43][40,41,42,43]. Some of the important factors are membrane properties, operating conditions, and types of draw and feed solutions [44]. Many studies have mentioned the crucial role of membrane properties such as charge, roughness, and pore size on the transport behavior and hence the overall FO performance [43][44][45][46][47][48][43,45,46,47,48]. An ideal draw solution should be capable of generating high osmotic pressure, reducing reverse diffusion, and easily re-concentrating and recovering in order to enhance driving force for efficient separation and water transport [49][50][49,50]. Low molecular weight salts, especially NaCl, are widely applied as draw solution due to their high solubility and re-concentration simplicity. It is also notable that characteristics and properties of draw solution have profound effects on the degree of membrane fouling as well as water flux [51]. In addition, operating conditions including solution chemistry (pH and temperature) and membrane orientations can be altered to reduce the effects of fouling. Membrane surface charge varies with pH of feed solution, where high charge facilitates diffusion of the draw solutes in the substrate [52]. Meanwhile, osmotic pressure, fluid viscosity, mass transfer, and solubility are dependent on solution temperature. It is essential to keep solution temperature constant so that the membrane performance is not altered [53]. Zhao and Zou [54] [54] observed that water and salt permeabilities increased at a higher temperature as viscosity decreased and water diffusivity increased. In FO operations, membrane can be oriented to FO mode or AL-FS (active layer facing the feed solution), which provides a more stable and higher water flux than that in the alternative membrane orientation, i.e., pressure-retarded osmosis (PRO) mode or AL-DS (active layer facing the draw solution). Practically, the AL-FS orientation is more favorable when the membrane is employed in wastewater treatment since AL-DS orientation would lead to more severe and irreversible membrane fouling [55].
A large step in heightening the performance of the FO process is through the upgrading of the FO membrane. Unceasing pursuit of fabrication strategies for low CP and antifouling membrane remains a major theme in terms of this topic. Thin film composite (TFC) membranes are currently popularly used membranes owing to their superior performances in terms of water flux and salt rejection [56]. TFC membrane is composed of a substrate layer and a selective layer on top of the substrate [57][58][57,58]. The layers are fabricated and tailored separately towards each optimum structure and property. The produced membrane can be with or without the thin nonwoven layer underneath the substrate layer. To date, numerous studies related to TFC-FO membranes have been devoted to polyamide (PA) active layer and substrate layer modification to combat membrane fouling, alleviate CP, and achieve high flux performance [59][60][61][62][63][59,60,61,62,63]. Previous investigations revealed that surface roughness, porosity, pore size, and hydrophilicity of the substrate have substantial influence on the microstructure of the PA layer formed and the membrane performance [16][56][64][16,56,64]. The high porosity and low tortuosity membrane collectively lower the CP phenomena, especially internal concentration polarization (ICP). This has hence attracted researchers to fabricate and modify the substrate of the FO membrane to transform it into a valuable finished membrane. For instance, current studies are focusing on the selection of additives with a proper modification technique as they affect substrate characteristics and eventually determine the ultimate performance in the FO process [65]. Introduction of a suitable additive/nanofiller to the casting solution would enhance pore interconnectivity and/or hydrophilicity [66]. Many endeavors have been made by worldwide researchers on the use of additives, including hydrophilic polymer, nanomaterials, pore former via blending, surface coating, template-assisted, and electrospinning, all being among the most popular fabrication routes that promote construction of desired substrate properties [65].
The advancement has been rapidly made in the preparation and modification of FO membranes all the while. There is a need to review these developments in order to pave the way towards further studies in the future. Recently, Akther et al. [67] [67] provided a state-of-the-art summary of the nanomaterial-modified PA layer, substrate layer, and the surface of the PA TFC-FO membranes. Suwaileh and colleagues [68] [68] presented a review on the advancement of synthetic polymer and the substrate, focusing on the fabrication and chemical modifications. Aquaporin-based biomimetic FO membranes, which are different in fabrication technique and behavior, were also included. Their reported progress, however, is limited to research studies until 2017. Meanwhile, a comprehensive review by Goh et al. [69] [69] outlined up-to-date strategies used in membrane designs and fabrications, also highlighting fouling mitigating strategies, particularly for wastewater treatment. However, the progress of substrate fabrication and modification to deal with ICP and fouling specifically for FO desalination and wastewater treatment based on more recent progress has not been reviewed.
2. Overview of Forward Osmosis Membranes
2.1. Forward Osmosis Membrane
Like for other membrane processes, the high-performance semipermeable membrane is the key to achieving a highly efficient FO process. Technically, a membrane that is comprised of dense, non-porous, and selectively permeable materials can be used for the FO process. On the basis of their fabrication materials, these available membranes would be categorized as cellulosic membranes, thin film composite (TFC) membranes, and chemically modified membranes [1]. Polymeric membranes account for the largest proportion of the currently installed membranes. In a period of history, typical cellulose acetate (CA)-RO membranes and TFC-RO membranes were feasibly explored for the FO process, as no membrane was designed specifically for the process. CA membrane profits from its comparative hydrophilicity, good mechanical strength, and wide availability balanced with cost-effectiveness [70][71][70,71]. This cellulosic membrane is commonly applied for nonsolvent-induced phase separation methods for both active and substrate layers, which is relatively easy to scale up and has good hydrophilicity and mechanical strength [58]. Despite favorable characteristics of CA membranes, coordinating trade-off between water permeability and rejection is challenging due to pH sensitivity, temperature resistance, and biofouling mitigation [39][72][39,72]. During the FO process, cellulosic membranes are usually susceptible to chemical hydrolysis, low selectivity, and biological attack [14]. Although innovation has been implemented on the CA-FO membrane, some its membrane performances are generally inferior to the TFC membrane, which is primarily correlated to the structural compaction and high operating pressures [57][73][74][75][57,73,74,75]. Thus, continuing research is needed on the TFC-FO membrane for the FO process because of its porous substrate and thin active layer that make it capable of promoting high water permeability and selectivity, respectively.
Later, Hydration Technologies, Inc. (HTI) developed the first generation of commercial FO membranes, one of which has a characteristic structure of cellulose triacetate (CTA) embedded with thin polyester mesh support. The flux of the TFC-FO spiral element was twice of that existing CTA membranes [76]. This achievement has provided a new benchmark in the development of FO membranes. Nevertheless, developing a FO membrane with superior water permeability and salt rejection is still one of the biggest challenges for the practical application of FO. The TFC-FO membranes have been designed differently from the TFC-RO membranes, especially with regard to the substrate (polymeric support layer), which for FO membranes is considerably more porous, more hydrophilic, and thinner. The most common polymers used for the preparation of TFC-FO membrane substrate are polysulfone (PSf), polyethersulfone (PES), polyacrylonitrile (PAN), polyvinylidene fluoride (PVDF), and cellulose derivatives. TFC membranes are the predominant kind of membranes as of now, thanks to their flexibility in design, as both the active and substrate layers can be tailored for specific needs [77]. Moreover, they provide higher selectivity and productivity with less energy consumption as compared to typical asymmetric membranes [47]. The topmost active layer is designed as a barrier that blocks feed solutes or contaminants while allowing only water molecules to be permitted. Differently, the substrate serves as the foundation of the composite membrane, providing mechanical strength and flow pathway. Beyond the basics, it also lays a versatile platform for growth of the PA layer. This membrane structure imposes less resistance to mass transport and improves the overall membrane productivity. The transport of components, namely, water and solute(s), depends on several parameters such as water permeability (A), solute permeability (B), and the structural parameter of the substrate layer (S), which are intrinsic membrane parameters [47].
As generally recognized, the fouling behavior in the FO processes has a strong dependence on the membrane-selective layer, while ICP is an inevitable key issue in the substrate layer causing a reduction in water flux [56][78][79][56,78,79]. As such, improvement of FO semi-permeable membranes necessitates further research and new thoughts in order to achieve great performance. On the basis of the data in the literature, the desired criteria of ideal membranes for FO would be (1) a dense and ultra-thin active layer for high solute rejection; (2) having a porous, thin, and low-tortuosity substrate to minimize ICP effects, thereby increasing flux and reducing membrane fouling; (3) hydrophilic substrate increasing the wetting of small pores for high flux and low fouling propensity; (4) and a robust mechanical, chemical, and thermal stability substrate to sustain both long-term operation and hydraulic pressure [16][80][81][16,80,81]. Therefore, alongside production of the commercial HTI-TFC membrane, there has been a rise in the attempt to modify and fabricate TFC membranes with essential properties suitable for FO applications. A wide range of TFC membranes have been implemented for the FO process in both flat sheet and hollow fiber configurations. In parallel to the advances of TFC flat sheet [40][61][82][83][84][85][40,61,82,83,84,85], hollow fiber membranes have been widely fabricated for FO application, owing to their self-supported structure and high packing density [86][87][88][89][90][86,87,88,89,90]. Membranes are usually provided as flat sheets for water treatment applications dealing with high concentration of fouling agents or solutions with high viscosities [91]. Meanwhile, large-volume water treatment commonly applies hollow fiber FO membranes [86][92][93][86,92,93].
The non-solvent-induced phase separation method is commonly used for substrate fabrication due to its time-effective, cost-efficient, and straightforward preparation technique [94]. Throughout the method, a homogeneous polymer solution is immersed in a coagulation bath, hence transforming a liquid into a solid state in a controlled manner. Preparation of asymmetric phase-inversion membranes can be done through different procedures: non-solvent-induced phase separation, thermal-induced phase separation, evaporation-induced phase separation, and vapor-induced phase separation, as long as they are soluble in an appropriate solvent [94]. However, above all, phase inversion via non-solvent-induced phase separation is the most widely used technique for casting polymeric membranes. Subsequently, membrane pores are formed from the liquid phase, which is poor in polymer and surrounded by the solid phase rich in polymer, where the porous structure straightforwardly corresponds to the flux rate [45,95]. To attain a good FO performance, the perfect choice of solvent mixture, polymer concentration, as well as some parameters (temperature, air humidity, additives, and coagulation bath) are important factors for the formation of desired substrate.
2.2. Challenges Confronted by FO Membrane
Although facing some critical issues that limit the applications, research on FO membranes is still being conducted, even though the osmotically driven membrane processes have been extensively investigated with some noticeable results being reported. As mentioned earlier, ICP and fouling are the major hiccups in terms of the development of a TFC-FO membrane as they restrict the overall performance [57].
2.2.1. Concentration Polarization
Concerted research efforts have been dedicated in terms of better understanding and mitigating polarization effects imposed on all asymmetric membranes—pressure-driven and osmotically driven. The polarization issue relates especially to ICP, which occurs inside the pores of the porous substrate, remaining as a main constraint in FO. In FO, the differential osmotic pressure and solvent flow has been effectively reduced as feed solution is more concentrated on one side of the membrane and the draw solution is more diluted at the other. An unsatisfying value of water flux and reverse salt flux is obtained due to the severe mass transfer resistance built up both inside and around membranes during the osmosis process (CP phenomena) [50][96][97][50,96,97]. The magnitude of the effects depends on the membrane nature and mode of orientation, as illustrated in Figure 1a. Conceptually, CP falls into two main categories that occur concurrently, i.e., external concentration polarization (ECP) and ICP [73]. The orientation of AL-FS giving rise to concentrative ECP and dilutive ICP simultaneously. AL-DS on the other hand, would experience dilutive ECP and concentrative ICP.
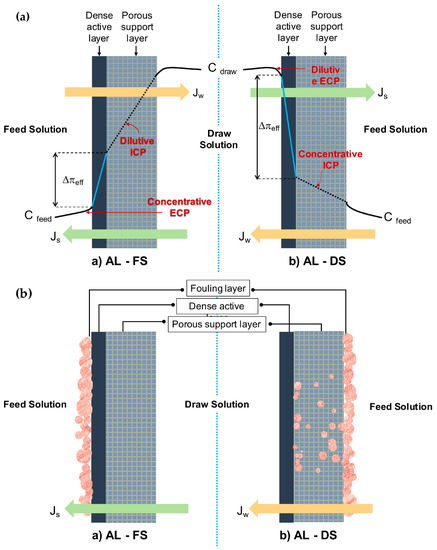
Figure 1. A conceptual illustration of the (a) membrane orientations AL-FS (active layer facing the feed) and AL-DS (substrate layer facing the feed) with a concentration polarization (CP) profile and (b) membrane fouling in forward osmosis (FO) membrane at different orientations.
ECP occurs outside of membrane due to solute accumulation within the surface of the dense active layer, which could possibly be counteracted by optimizing flow conditions and hydrodynamics design [98]. Another implemented solution to this problem is topping the porous substrate with a highly selective active layer [99][100][99,100]. Meanwhile, the difficult solute diffusion through the porous substrates mainly results in serious ICP. The occurrence is induced by the thick substrate layer and high S value that contributes to a massive decline in the effective osmotic driving force and thus the flux. [73]. The ICP problem is always more pronounced and burdensome than ECP [100]. ICP residing in the membrane structure cannot be easily controlled, neither by stirring nor spacer design [98]. Therefore, the key to solve this problem is to construct the substrate with its interior pores highly interconnected by understanding that the mechanism on ICP is essential in order to innovate membrane design and synthesis. The breakthrough for FO came with the innovation of tailored FO membranes, generating higher fluxes to ascertain the adverse effect of ICP [63][73][63,73]. For instance, it is known that a hydrophilic substrate with a smaller membrane S parameter are effective against ICP. The hydrophilic substrate allows a complete wetting throughout the structure. A hydrophilic substrate with improved wettability is beneficial with regards to water, and solute molecules facilitate transportation, decrease the effective tortuosity, and increase the porosity to reduce the air entrapping in the membrane pores. A combination of the effects led to remission of ICP and improvement of the performance while maintaining strength or flexibility of the membrane.
An insight to the degree of ICP is quantified using the S parameter and is primarily influenced by three intrinsic properties of substrate: wall thickness, porosity, and tortuosity, as defined in Equation (1):

where t is the thickness, τ is the tortuosity, and ε is the porosity of the substrate layer. The S parameter is inversely proportional to membrane porosity. Less air entrapped within the membrane pores would increase the porosity, make the flow path less tortuous, and provide a direct path from draw solution to the PA layer. These structural characteristics reduce the value of the S parameter to increase effective osmotic difference across the membrane. The swift transport of water and solute molecules together with smaller value of S parameter contributes to IC suppression and higher water flux [56][73][56,73]. However, the value of the S parameter can never be lower than the wall thickness of the substrate layer. Analysis has shown that the thickness of substrate affects the S parameter by a factor of 10 compared to porosity and tortuosity, as their values only change within a limited range [101]. Membranes that suffer from S value that is too high would possibly produce high permeance but not the fluxes. Only at lower S values can the membrane permeance substantially contribute to the higher water flux. Other substrate parameters to be considered besides those three are the pore size and morphology hydrophilicity, and charge. To effectively implement this platform technology, the substrate structure needs to be engineered to achieve minimal thickness and tortuosity, as well as high porosity and hydrophilicity, without the mechanical fragility of the latter.
2.2.2. Membrane Fouling
Besides ICP, FO membranes also suffer from fouling, a long-standing problem shared by other membrane processes [1][102][103][104][1,102,103,104]. Fouling arises from a variety of factors associated with surface chemistry, membrane morphology, and structural properties. In general, solute particles that accumulate or adsorb either on the surface of a membrane or are entrapped within its pores causes a fouling [105]. Application of hydrophobic polymers i.e., PES, PVDF, PSf, and polypropylene (PP) used to fabricate the membrane do not swell in water, but they are likely to adsorb foulants. Physical and chemical interaction of foulants and the membrane results in poor membrane productivity by reducing the quality and quantity of permeate, i.e., pure water fluxes, as well as shortening membrane lifespan depending on how pronounced it is [55][106][55,106]. After comparing the fouling of FO with RO, Holloway et al. reported that the flux decline rate was greater with RO [107]. The authors speculated that both the lower extent of FO fouling and its reversibility (enabling easy cleaning) was due to the effects of hydraulic pressure upon the foulants on the membrane surface, which occurs rapidly in RO [69][107][69,107]. Still, a membrane with a long-term antifouling ability needs to be developed so as to have the prominent advantage of keeping flux decline caused by fouling to a minimum extent. Through this way, the FO membrane could be highly known for efficiently treating fouling/saline wastewater and thus outmaneuvering pressure-driven salt-rejecting membranes such as RO and NF membranes.
Like the fouling phenomenon in pressure-driven membranes, fouling for the FO membrane also experiences different types of fouling, namely, biofouling, colloidal fouling, inorganic scaling, and organic fouling [1]. Biofouling is a complex form that results from adhered microorganisms (from feed) on the membrane surface that subsequently form a biofilm, increasing its resistance to water [108][109][108,109]. Meanwhile the deposition of suspended particles (e.g., clay, silica) and organic matter (e.g., humic substances, proteins, and amino acids) on the membranes develop other types of fouling called colloidal and organic fouling, respectively [69]. Colloidal fouling on the surface leads to less porous fouling layers, hence reducing the flux. Scaling arises from the high concentration of some inorganic ions such as metal sulfates and carbonates in the water, leading to precipitation near/on the membrane surface [110]. In real-application conditions, different types of foulants almost always coexist in natural waters, resulting in simultaneous occurrence of different types of fouling that can influence each other. It is essential to determine the degree and nature of the fouling so as to select the appropriate cleaning and modification strategy.
As schematically diagrammed in Figure 1b, fouling in FO tends to occur internally and externally, at either on the active layer, on the surface, or inside the substrate layer, which is dependent on the type of operation modes. The literature claims that external fouling occurs in AL-FS mode as the deposition of foulants take place on the active layer, forming a cake-type layer. Surface properties such as surface roughness have a greater effect on this type of fouling than other properties (e.g., surface hydrophilicity), therefore enabling easier removal and cleaning. Differently, under AL-DS mode, the constriction of pores due to the deposited foulants on the active layer that is trapped within the membrane leads to internal fouling, which is very hard to clean up [31][80][31,80]. The fouling was dominated over structural properties of the support layer, which is more intense compared to AL-FS mode. Additionally, entrapment of foulants in the support layer would reduce porosity and enhance the effects of ICP in membrane, degrading the performance with a consequent increase of energy and membrane replacement costs.
3. Motivations of FO Membrane Modification
Despite the fact that ICP and fouling cannot be completely avoided in the osmosis process, upgrading of the properties of surface and structural properties of substrate is an appreciable perspective that ought to be considered in order to achieve excellent substrate properties without compromising flux performance. Recent literature has shown that modification focused on the substrate layer is much less studied in comparison with the selective active layer. For this reason, ongoing experiments and modeling on substrate construction are increasing in order to tackle afforested issues and meet the requirements of practical applications. On the basis of the analysis, it is clear that the porous nature (pore size, size distribution, and porosity) and the surface properties (hydrophilicity and roughness) of the substrate layer significantly affects the crosslinking degree during interfacial polymerization and correspondingly the thickness and morphology of the PA layers formed on top of the substrates [58]. This consequently leads to variation of the performances of the FO membranes including water permeability, salt rejection, and fouling resistance.
It would be of benefit to produce a promising TFC-FO membrane where the substrate layer adequately supports the active layer during both formation and operation. Another important aspect is long-term chemical and mechanical stability, as well as an efficient route for large-scale fabrication. It was found that the effect of ICP can be alleviated by minimizing the S value of the membrane substrates. The S parameter proportionally decreases as the porosity increases, while increasing with the thickness and tortuosity of the substrates. Such characteristics increase the mass transfer and reduce the ICP. As a main step in controlling ICP, the substrate layer hence needs to be resigned to incorporate a combination of characteristics: thinness, high porosity, excellent hydrophilicity, and less pore tortuosity to minimize ICP and maximize water flux in FO. Similarly, considerable efforts have been made in PA layer modification in recent years as an improvement in the aspects related to antifouling and anti-biofouling properties. However, as substrate has a synergic effect on the active layer, substrate modifications are needed so that the membrane has lower tendencies to fouling and so the performance will not deplete rapidly; hence, small maintenance is needed.
4. Ov
Electrospinning as a fabrication approach as well as modification of substrate surface and substrate matrix through several techniques such as blending, surface coating, template-assisted, layer-by-layer assembly, and double-skinned membrane are among the strategies necessary to boost FO membranes. Modification of TFC-FO membranes, i.e., surface and bulk modification with advanced nanostructure materials, would generate feasible platforms and collective properties, as well as marked performance improvement [111]. Incorporating unique characteristics of nanoparticles, ionic groups, and hydrophilic functional groups such as hydroxyl, amine, carboxyl, and sulfone into the polymer matrix are all conducive strategies to enhance water flux, antifouling capacity, and overall compatibility. As surface roughness and charges also affect the membrane property, coatings have become an appropriate option. The surface coating with a nonporous dense layer would also block the foulants from going through the skin layer, thus avoiding internal fouling. Regarding the roughness of the substrate membrane, the smooth surface tends to weaken the skin layer–substrate interaction. In order to tailor the surface roughness, effective modification strategies need to be established in the future exploration of FO membranes.
Pervispew of Fabrication and Modification Techniquectives and Conclusions
CloseIn attention is paid to the role of the this membrane substrate layer in terms of providing exciting avenues for FO in desalination and water reclamation processes. The application of asymmetric membranes in osmotically driven membrane processes require effective properties in terms of porosity, thickness, hydrophilicity, and surface charge in order to be able to improve its performance. As reportechnology, the long-held goal is to design membranes with the highest permeated, high hydrophi
flicityux and fully wet substrate allow for effective water transport, otherwise the trapped vapor or air may further block the water flux, reducsolute rejection while keeping the effective porosity and dramatically exacerbating ICP [78]. Fabrication via electrospinning, modification through bulk modification, or surface modification are usually applied to the substrate to increase hydrophilicity, reduce thickness, and adjust porosity [58]. This could be achieved through various methods, particularly by incorporating additives/nanofillers via plasma treatment, grafting, blending, and coating [58,112], or redesigning the FO membrane structure, e.g., double-skinned membrane using layer-by-layer (LbL) assembly [113]. Figure 2 provides a pros and cons summary of the substrate fabrication and modification that is based on the studies reviewed in this contribution.
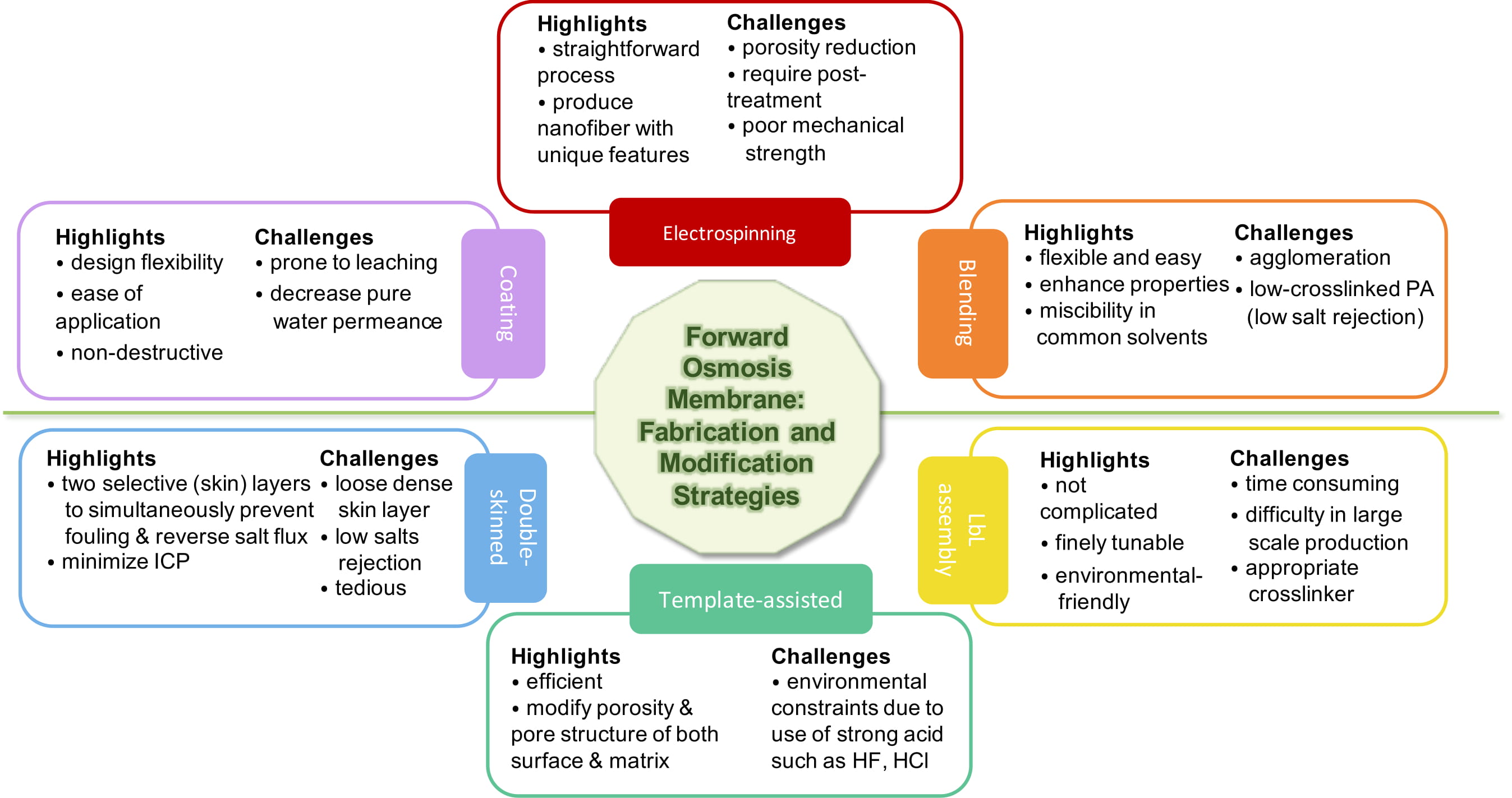
Figure 2.costs and energy consumption of the membrane production to a minimum in order to be industrially established at a Summlary of the pro and cons of substrate modifications of on polyamide thin film composite (TFC) membranes
5. Perspectives and Conclusions
Tge scale. The exponential increase of publications and patterns on this technology have witnessed the fundamental understanding of and major challenges in ICP and fouling modelling of FO membrane according to the growth of research activities in many applications, particularly wastewater treatment and desalination. This review is an attempt to provide a basis for the rational selection and modification protocols of the substrate layer on the basis of previous works, inasmuch as the literature has pointed out that a wide range of physical and chemical strategies have been explored on the substrate layer in achieving a favourable membrane with respect to structural properties and performance. Most of the modifications reviewed have successfully shown superiority in implementing hydrophilicity, functionality, selectivity, long-term durability, and antifouling nature to eliminate the intrinsic bottleneck ICP and fouling problem.
However, the real-in field applications of TFC-FO membranes for water treatment is still in its infancy. To facilitate knowledge transfer, more pilot studies on FO systems relying on more robust practical and large-scale operations should be established and studied with continuing monitoring and analysis. More pilot-scale studies in this direction are desired in order to look into possible hiccups and aspects to be improved before the deployment of FO for large-scale commercial applications. Such up-scaling studies should be performed on a case-by-case basis with a full consideration of the source water quality and application environments. Conducting more research in these areas through focusing on membrane replacement costs and reducing pretreatment requirement should be possible in order to establish FO as a treatment technology in manufacturing industries.