Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 2 by Catherine Yang and Version 1 by Paraskevi Zacharia.
All kinds of vessels consist of dozens of complex machineries with rotating parts and electric motors that operate continuously in harsh environments with excess temperature, humidity, vibration, fatigue, and load. A breakdown or malfunction in one of these machineries can significantly impact a vessel’s operation and safety and, consequently, the safety of the crew and the environment. To maintain operational efficiency and seaworthiness, the shipping industry invests substantial resources in preventive maintenance and repairs.
- predictive maintenance
- convolutional neural network
- deep learning
- vibration
1. Introduction
According to the World Economic Forum, 90% of global trade relies on merchant vessels for transportation via the sea [1]. In 2022, Statista Research Department’s previous research revealed that the world merchant fleet consists of 58,590 vessels of all types and sizes, like bulkers, tankers, container ships, refer, RoRo, chemicals, LPG, and LNG [2]. The ultimate goal of shipping companies is to operate the ships under their management with the highest possible freight rates and the lowest operating and maintenance costs. Considering that these vessels boast an array of advanced machinery, a malfunction in any of these systems not only has the potential to impede the vessel’s expected arrival time but could also pose a significant threat to the safety of both the vessel and its crew, with possible adverse effects on the environment. To keep the vessels fully functional and seaworthy, the International Maritime Organization (IMO) has established and enforced the International Safety Management Code (ISM). Mandated by this code, the shipping industry has implemented corrective and proactive maintenance of all major machinery onboard shipping vessels.
In proactive maintenance, each piece of machinery is immobilized and inspected in a predetermined calendar or operating period, while major parts are proactively replaced regardless of their actual condition. This entails the risk that proactively replaced parts may still be functional, meaning that their replacement has resulted in unnecessary waste of resources and money. In addition, it is still possible for a machine to break down before its scheduled maintenance, and therefore, unscheduled repair works must be executed as soon as possible. It is believed that for proactive maintenance to be properly applied, vessels must always procure and carry spare parts for all major machinery. This leads to increased overall maintenance costs and the commitment of significant financial resources to procuring and storing the spare parts.
With the development of technology over time, new maintenance methods based on the real condition of machinery have appeared and are gradually, though still slowly, being applied in the marine industry. The overarching objective is to draw useful conclusions about the machinery’s operational status and, finally, to implement predictive maintenance (PdM). The ultimate goal of PdM is to optimize performance and efficiency, minimizing both the downtime and maintenance costs of machinery.
Since machines with rotating parts vary, each having different operational characteristics, the focus of this work is on identifying and classifying issues related to ball bearings and their internal parts, like balls and rings. This involves the analysis of captured vibration patterns associated with these components. Bearings and ball joints, being essential elements of machines with rotating parts, are particularly prone to experiencing the most prevalent faults.
2. Maintenance Strategies
In today’s modern era, society has embraced an increasingly consumerist lifestyle, leading to an unprecedented growing demand for production worldwide. However, the challenges of meeting this demand, such as machinery breakdowns, have become apparent; thus, unexpected production line disruptions contribute to increased downtime and hinder the productivity and profitability of companies. As a result, the concept of machinery maintenance has gained prominence in sectors such as construction, production, and transportation. Regardless of its specific type, the ultimate objective of effective maintenance is to enhance working conditions and optimize machinery performance. Machinery breakdowns and interruptions in production have a significant and increasingly swift economic impact. The process of mechanization followed by automation in production is a progression with no turning back. It was only in 1962 when the term reliability-centered maintenance (RCM) was introduced, and in 1970, Japan emphasized the concept of total productive maintenance (TPM) [17][3]. These developments highlight the growing recognition of the importance of maintenance strategies in optimizing reliability and productivity in industrial settings. According to Coanda et al. [18][4], the lifetime of a product includes five stages: conception of the idea, defining its objectives, manufacturing, use, and disposal/recycling. It is evident that the middle phase, involving the use of the product, should last longer; therefore, the product itself must be maintained in a manner that ensures optimal performance throughout its entire lifespan. In contemporary maintenance practices, the focus on minimizing environmental impact has given rise to two key approaches: “Sustainable Maintenance” and “Energy-Based Maintenance” [19,20,21,22,23][5][6][7][8][9]. These methodologies aim to enhance resource efficiency and overall sustainability. Sustainable maintenance, acknowledging the significance of environmentally responsible asset upkeep, expands beyond the traditional emphasis on sustainability in new constructions. It incorporates eco-friendly practices, emphasizing waste reduction, cost efficiency, and minimizing social impact. The strategy involves evaluating environmental impacts throughout the maintenance cycle, addressing energy consumption, pollutants, and waste hazardousness to extend asset lifecycles while achieving operational efficiency and reducing environmental, social, and economic footprints. Energy-based maintenance, as a subset of condition-based maintenance, monitors equipment performance by measuring energy consumption during regular operation. It compares measured energy with predetermined standards, identifying deviations as triggers for timely maintenance actions. Unlike preventive maintenance, which may lead to resource wastage, energy-based maintenance allows for prolonged operation while continuously monitoring energy consumption, preventing unnecessary labor and spare part expenditures. This approach contributes to efficient resource use, locates potential breakdown conditions, and enhances productivity, albeit with considerations for instrument costs and potential training needs of maintenance personnel. Although the ultimate purpose of maintenance is the same, i.e., keeping a machinery or production line in its optimal operation condition, its philosophy depends on the production area it is applied to, but also on the mentality of the stakeholders. As determined by the EN 13306 standard [24][10], maintenance is divided into two major categories, reactive and proactive; each one is divided into more subcategories [25][11]. Reactive maintenance is applied after the consequences of machinery breakdown or production line immobilization have occurred. It can be categorized into two types: corrective and emergency maintenance. Corrective maintenance is the first maintenance strategy ever applied and is the most straightforward. It follows the run to failure approach, where no interventions are made until the machinery fails. Once the machinery breaks down, the faulty parts are repaired or replaced and the machinery is brought back into operation. This method is applicable, without unpleasant implications, when the defective machine does not affect production, or when demand far outweighs production, or the profit margin is so large that the cost of repair is negligible. On the other hand, proactive maintenance refers to a preventive approach that focuses on identifying and addressing potential issues before they result in machinery breakdowns or production line disruptions. It aims to minimize unexpected downtime and optimize the overall performance and reliability of the equipment. Proactive maintenance encompasses two various strategies: preventive and predictive maintenance. Preventive maintenance involves regularly scheduled inspections, repairs, and servicing of equipment or facilities to identify and address potential issues before they develop into major problems [26][12]. The EN 13360 standard defines preventive maintenance as performed at predetermined time intervals or other measurement units of use without prior knowledge of the state of the machine, with the sole purpose of reducing failure or degradation of the functional state of a system, component, or machine [24][10]. One of the main objectives of preventive maintenance is to reduce the rate, but also the frequency, of failures [27][13]. One key benefit of preventive maintenance is that, with only a few exceptions, it minimizes operational issues by proactively conducting maintenance, replacing worn parts, and assessing the machine’s condition before problems arise. In contrast, relying solely on time-based maintenance can lead to tasks being performed either too early or too late, resulting in premature part replacements when they still have a significant remaining lifespan. Predictive maintenance is defined as “Condition-based maintenance carried out following a forecast derived from repeated analysis or known characteristics and evaluation of the significant parameters of the degradation of the item” [24][10]. This approach aims to optimize maintenance schedules, reduce unplanned downtime, and minimize unnecessary maintenance tasks. By addressing potential issues before they lead to failures, predictive maintenance helps to improve operational efficiency, extend equipment lifespan, and reduce maintenance costs. The authors of [28][14] state that 99% of the time, specific signs, conditions, or indicators manifest themselves before the occurrence of any equipment failure. Another advantage of predictive maintenance is that it can be applied while the machine is in operation and, relying on data analysis, it is possible to analyze the data even in a state of rest, when the machine is not functioning. Predictive maintenance can be divided into two basic categories: detection, where data are analyzed to identify the existence of a fault or the potential future occurrence of a breakdown, and prediction, where data are analyzed to forecast/estimate when a fault may occur and, therefore, calculate the remaining useful life (RLU) of the machine.3. Convolutional Neural Networks
Convolutional neural networks are a type of deep learning architecture specifically designed for processing grid-like data, such as images or sequential data. They are considered a special multi-layer perceptron (MLP) topology network, consisting of multiple filter stages and one classification stage. CNNs are inspired by the organization and functioning of the visual cortex in the human brain, which allows them to effectively extract and learn hierarchical representations of complex patterns in data. They have revolutionized the field of computer vision and have been successfully applied in various tasks, including image classification, object detection, and image generation. An artificial neural network architecture that would allow computers to recognize images was first proposed in the late 1980s. The first convolutional neural network, named LeNet, was developed in 1994, and it was capable of recognizing handwritten graphic characters and applying back-propagation training. In [29][15], a new convolutional model, LeNet5, was trained to recognize handwritten characters using the NIST database and utilizing the gradient descent method. In the same year, more than 10% of bank checks in the USA were processed using this technology [30][16]. CNNs have been at the forefront of deep learning. Researchers are constantly coming up with new ideas with improved network characteristics and performance. Some of the most well-known CNNs are Google Net (2013), VGG (2015), ResNeXT (2017), and EfficientNet 1303 (2020). Figure 1 illustrates an example of a common convolutional neural network architecture [31][17].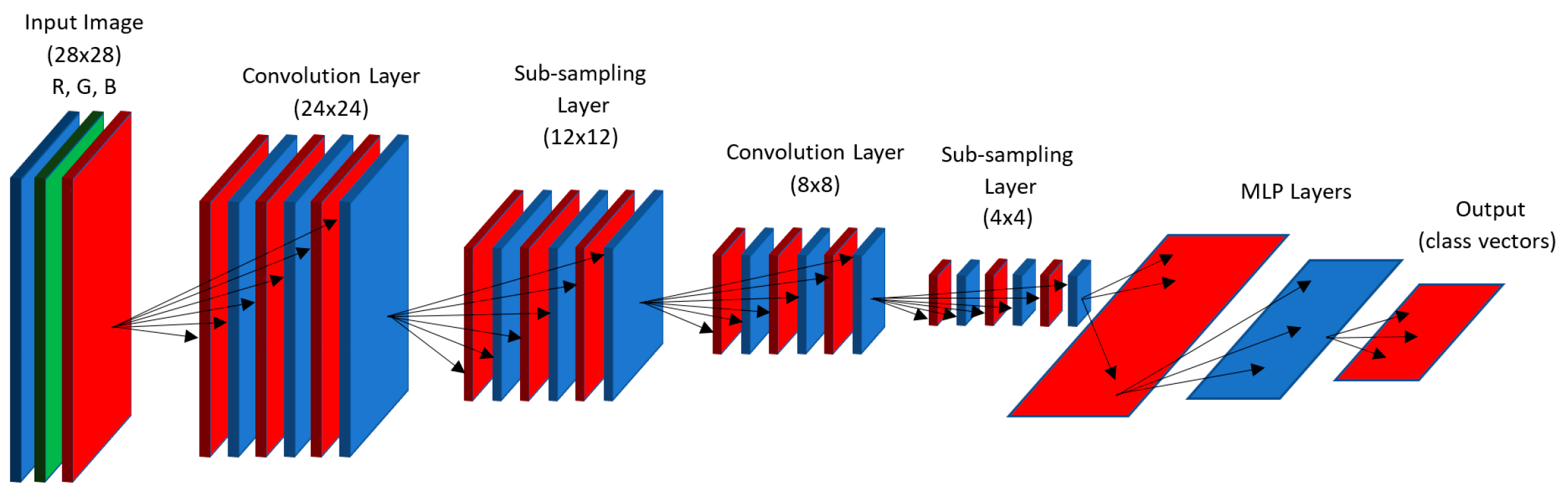
Figure 1.
A 2D convolutional neural network model for image processing with an input layer of 28 × 28 pixels.
3.1. CNN Architecture
CNNs mainly consist of three types of layers: convolutional layers, pooling layers, and fully connected layers. Convolutional layer: A convolutional layer is the fundamental component of CNN architecture and is responsible for feature extraction. Convolution is a specialized type of linear operation used for feature extraction that applies a set of learnable arrays of numbers (also known as kernels) to the input data, which are also an array of numbers (called tensor). The kernel scans the entire input data by performing convolution operations, which involve element-wise multiplication and summation, where the product is a value in the corresponding position of the output tensor, called a feature map. This procedure is repeated by applying multiple kernels to form an arbitrary number of feature maps that represent different characteristics of the input tensors. Each filter captures specific local patterns or features in the input data, such as edges or textures. Convolution is described by Equation (1) below, while Figure 2 illustrates the mathematical operation of convolution [32][18].
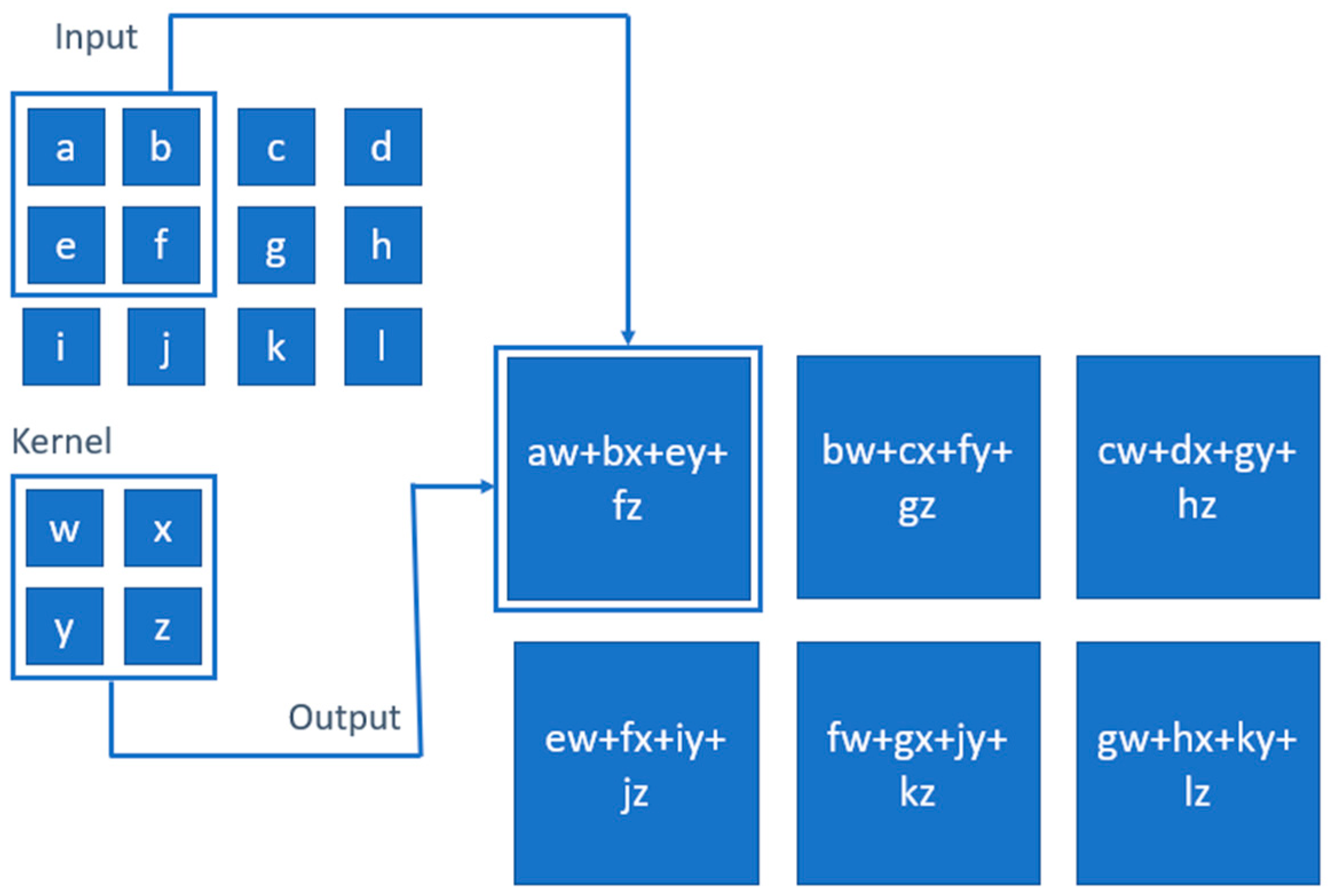
Figure 2.
Overview of a 2D convolutional neural network.
3.2. CNN Training
The ultimate goal of CNNs is to effectively categorize an image or a data time series into a specific type, acting on detection, regression, or classification. To achieve that, CNNs have parameters that must be calculated during the training process. CNNs utilize supervised learning to optimize their internal parameters, weights, and biases by minimizing a loss function that measures the discrepancy between predicted and true labels. This process, known as backpropagation, involves optimization algorithms such as gradient descent, which updates the network’s parameters and then propagates the error back through the network layers. This process allows the network to learn and recognize relevant patterns or features at different spatial locations in the input data. The training process iterates until a stopping criterion is met. The most commonly used criteria are a maximum number of epochs or observing diminishing returns in validation set performance. One of the most challenging goals that network training must achieve is to balance the results between over- and underfitting. Overfitting is when a network performs well on the training data but poorly on new, unknown data, while underfitting is when it fails to capture the underlying patterns in input data. To mitigate over- and underfitting, regularization techniques such as the dropout function can be applied to the kernels of the convolutional and pooling layers. The dropout function randomly deactivates (sets to zero) a specific percentage of neurons during each training iteration; thus, it must be used sparingly.References
- Our Economy Relies on Shipping Containers. This Is What Happens When They’re ’Stuck in the Mud’. Available online: https://www.weforum.org/agenda/2021/10/global-shortagof-shipping-containers/ (accessed on 9 September 2023).
- Number of Ships in the World Merchant Fleet as of January 1, 2022, by Type. Available online: https://www.statista.com/statistics/264024/number-of-merchant-ships-worldwide-by-type/ (accessed on 9 September 2023).
- Mushiri, T.; Mbohwa, C. Machinery Maintenance Yesterday, Today and Tomorrow in the Manufacturing Sector. In Proceedings of the World Congress on Engineering Vol II, WCE 2015, London, UK, 1–3 July 2015.
- Coanda, P.; Avram, M.; Constantin, V. A state of the art of predictive maintenance techniques. In Proceedings of the OP Conference Series: Materials Science and Engineering 997, Iași, Romania, 4–5 June 2020.
- Jasiulewicz-Kaczmarek, M.; Gola, A. Maintenance 4.0 Technologies for Sustainable Manufacturing—An Overview. IFAC-PapersOnLine 2019, 52, 91–96.
- Ibrahim, Y.M.; Hami, N.; Othman, S.N. Integrating Sustainable Maintenance into Sustainable Manufacturing Practices and its Relationship with Sustainability Performance: A Conceptual Framework. Int. J. Energy Econ. Policy 2019, 9, 30–39.
- Bányai, A. Energy Consumption-Based Maintenance Policy Optimization. Energies 2021, 14, 5674.
- Orošnjak, M.; Jocanović, M.; Čavić, M.; Karanović, V.; Penčić, M. Industrial maintenance 4(.0) Horizon Europe: Consequences of the Iron Curtain and Energy-Based Maintenance. J. Clean. Prod. 2021, 314, 128034.
- Orošnjak, M.; Brkljač, N.; Šević, D.; Čavić, M.; Oros, D.; Penčić, M. From predictive to energy-based maintenance paradigm: Achieving cleaner production through functional-productiveness. J. Clean. Prod. 2023, 408, 137177.
- EN 13306:2010; Maintenance Terminology. CEN (European Committee for Standardization): Brussels, Belgium, 2010.
- Konrad, E.; Schnürmacher, C.; Adolphy, S.; Stark, R. Proactive maintenance as success factor for use-oriented Product-Service Systems. Procedia CIRP 2017, 64, 330–335.
- Poór, P.; Ženíšek, D.; Basl, J. Historical Overview of Maintenance Management Strategies: Development from Breakdown Maintenance to Predictive Maintenance in Accordance with Four Industrial Revolutions. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Pilsen, Czech Republic, 23–26 July 2019.
- Ahmad, R.; Kamaruddin, S. An overview of time-based and condition-based maintenance in industrial application. Comput. Ind. Eng. 2012, 63, 135–149.
- Bloch, H.P.; Geitner, F.K. Machinery Failure Analysis and Troubleshooting; Gulf Publishing Company: Houston, TX, USA, 1983.
- Lecun, Y.; Bottou, L.; Bengio, Y.; Haffner, P. Gradient Based Learning Applied to Document Recognition. Proc. IEEE 1998, 86, 2278–2324.
- Yann LeCun: An Early AI Prophet. Available online: https://www.historyofdatascience.com/yann-lecun/ (accessed on 9 September 2023).
- Kolar, D.; Lisjak, D.; Payak, M.; Pavkovic, D. Fault Diagnosis of Rotary Machines Using Deep Convolutional Neural Network withWide Three Axis Vibration Signal Input. Sensors 2020, 20, 4017.
- Goodfellow, I.; Bengio, Y.; Courville, A. Deep Learning; The MIT Press: Cambridge, MA, USA, 2016; ISBN 9780262035613.
More