Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 2 by Rita Xu and Version 1 by Munder Bilema.
The crumb rubber (CR) recycled from waste tyres could be a viable alternative in achieving green pavements that offer exciting new markets to global investors. Adding CR into flexible pavements enhances their performance and ensures environmental sustainability.
- crumb rubber (CR)
- characteristics
- mechanical performance
- greenhouse gas emissions
1. Introduction
The road construction industry should follow other related sectors in utilising recycled and waste materials or by-products, for example, glass furnace dross, ashes from the incineration of municipal waste, crushed brick, plastics, glasses and crumb rubbers from waste tyres, to produce asphalt mixtures. However, their applications are still underexplored since few studies have investigated the potential of these materials [1,2][1][2].
Generally, crumb rubber is the rubber recycled from automotive and truck scrap tyres. Waste tyre disposal management is challenging because tyres have a long lifespan and are non-biodegradable [3,4][3][4]. The United States is the single-largest market for ground rubber, with an annual consumption of 12 million waste tyres (more than 100,000 tons). The conventional waste tyre disposal methods, namely stockpiling, illegal dumping or landfilling, are temporary solutions. The urgent need to recycle waste tyres is apparent given the substantial amount of waste tyres generated (up to nine million tons each year globally. In some countries, the volume of waste tyres reaches 220 thousand tons), limited landfill space and pollution issues. Generally, gathering waste tyres for dumping in landfills is costly and not an environmentally viable disposal method. Therefore, it is imperative to find sustainable solutions for recycling waste tyres to effectively deal with the massive amounts of waste tires produced globally [5].
One way to recycle waste tyres is by using crumb rubbers in asphalt binder modification. Waste tyres have thermo-mechanical, chemical and physical properties that make them suitable for the asphalt construction sector [6]. Crumb rubbers are safe because they are lightweight, durable, non-toxic and inert [7,8][7][8]. In addition to using crumb rubber as a chemical de-vulcanisation feedstock and incorporating it into the bitumen as asphalt sealants and roadway laying [9], it has been used as an asphalt modifier for over 40 years. Studies have demonstrated that asphalt–rubber pavements reduce road pavement thickness, traffic noise, pollution and maintenance costs and extend the lifespan of road pavements while reducing refraction and reflection [10,11][10][11].
2. Crumb Rubber
CR has been used to modify asphalt mixtures and binders for decades. In 1840, natural rubber was first used in asphalt pavement to increase the durability of conventional asphalt [12], and the paving industry has been using CR since 1950. The research by McDonald’s to determine the best method for developing an ideal combination found that a mixing time of 45 min to an hour produced an asphalt mixture with the best engineering characteristics [13]. In 1975, researchers successfully incorporated CR into asphalt mixes, and in 1988, the American Society for Testing and Materials (ASTM) recommended incorporating 15% ground tires into the original asphalt to produce asphalt binders [14]. Between the early 1970s and mid-1980s, South Africa and Australia used bitumen rubber as a sealant and asphalt binder [15]. Two Australian territories (New South Wales and Victoria) began using rubberised asphalt binder for limited application, primarily as a crack-resistant layer through spray sealing applications [16]. In 1991, the United States established federal rules and regulations for the CR asphalt used in stress absorption interlayers, HMA and joint sealants. Since then, researchers have begun exploring new methods to improve CR-modified asphalt manufacturing techniques [17]. Portugal, Spain, Italy, the Czech Republic and Sweden use CR asphalt the most, and Taiwan uses CR-modified asphalt for rehabilitation projects [18]. The Rubber Research Institute of Malaysia (RRIM) and the Malaysian Public Works Department (PWD) investigated the effectiveness of using CR asphalt for road construction. The researchers in the 1950s focused on developing CR asphalt techniques and constructed a 91 m road between Kota Bharu and Kuala Krai by incorporating 5% CR into the asphalt mixture. Between 1988 and 2003, the states of Melaka, Negeri Sembilan, Kedah, Johor and Perlis constructed rubberised paving as part of their research. Unfortunately, the results of these experiments were never published [19].2.1. Production Methods
Crumb rubber is recycled rubber from the scrap tyres of cars and trucks. The two methods for making crumb rubbers are cryogenic grinding and ambient mechanical grinding [3], and the crumb rubber is ground repeatedly to obtain finer crumb rubber particles [20]. Figure 1 shows the ambient mechanical grinding method for producing crumb rubber by breaking up the scrap tyres at or above the average room temperature (25 °C). This process comprises several steps and uses whole truck tyres to produce rubber shreds or chips. The first step is separating the metals, fabrics and rubber; the next step is shredding the scrap tyres to obtain the chips fed into a granulator that grinds them and removes any remaining steel or fibre using a combination of magnetic separation, shaking screens and wind sifters. The third step grounds the discarded tyres into smaller rubber pieces through the secondary granulators and high-speed rotating mills [3]. Ambient plants use extruders or screw presses and cracker mills for fine grinding.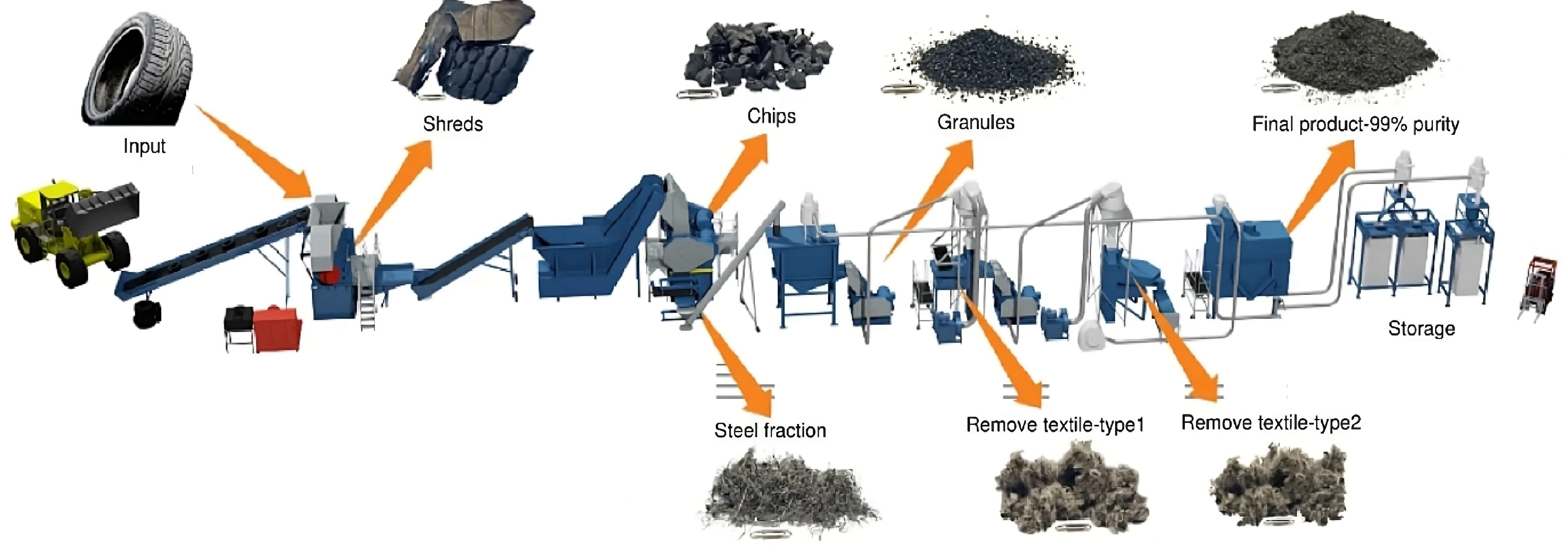
Figure 1. Tyre recycling plant.
2.2. Physical and Chemical Properties
Tyres are categorised into different rubber compositions and other components to ensure a safe function under various challenging conditions. Figure 2 shows the materials required for tyre production, including natural rubber, artificial polymers, metals, fabric, fillers (such as carbon black and crystalline-precipitated silica), anti-oxidants and curing agents (such as sulphur and zinc oxide).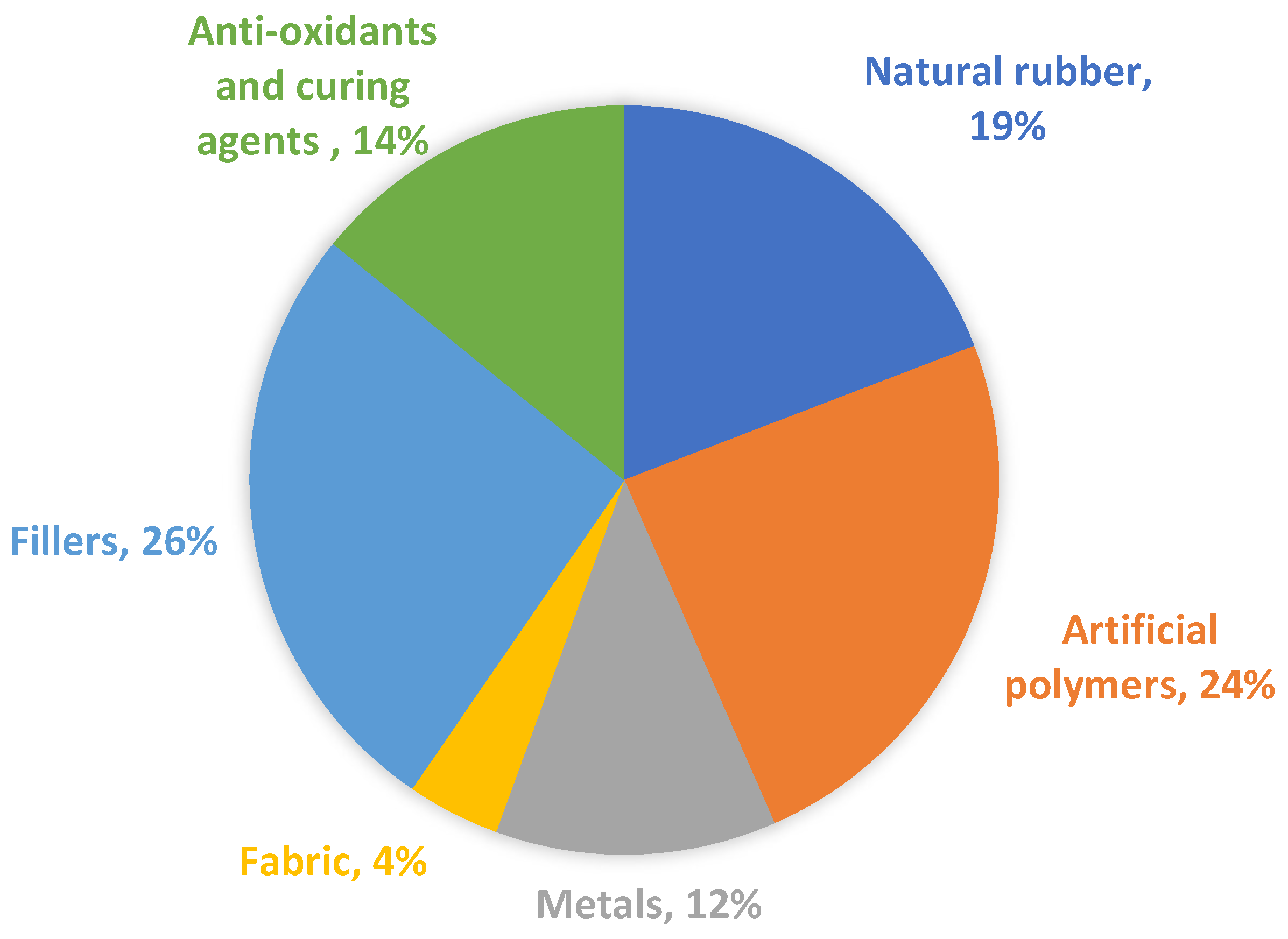
Figure 2. The composition of light truck tyres.
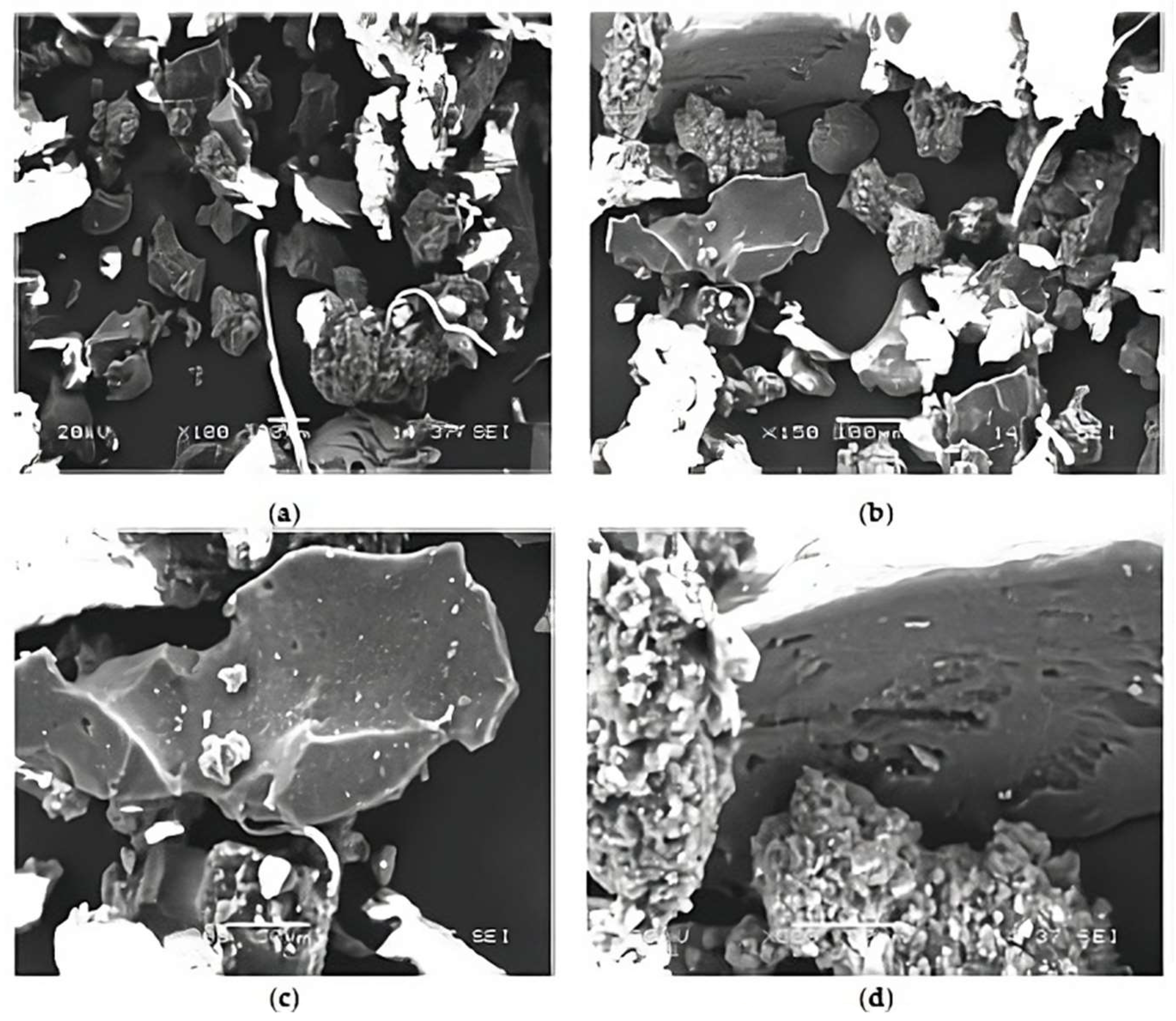
Figure 3. SEM analysis of CR: (a) ×100; (b) ×150; (c) ×400; (d) ×600.
2.3. Size and Contents
There is a grading system for crumb rubbers with varying particle shapes and sizes, and the particle size of crumb rubbers can be as small as 0.075 mm. The typical CR gradation in rubberised asphalt pavements ranges between 2.0 and 0.075 mm. The crumb rubber size is the screen or mesh size that crumb rubber passes through during manufacturing. Finer screens or meshes have more apertures or holes per linear inch; for example, a 30-mesh screen has 30 openings or holes per inch [29,30][21][22]. The permeability coefficient of an asphalt mixture decreases markedly with bigger CR particle sizes and higher CR contents [31][23]. Cao et al. [32][24] reported a marked change in the penetration, softening point and ductility of the asphalt binder added with 15% 80-mesh CR. Wong and Wong [33][25] discovered that the asphalt mixture containing 0.6 mm CR had a higher rutting resistance than that with 0.3 mm CR. Researchers experimented with varying CR sizes and found that larger particle sizes affected the mixture’s stiffness and indirectly increased its tensile strength [34][26]. Another study [35][27] demonstrated that adding different crumb rubber sizes of 30-mesh 0.6 mm CR, 30-mesh 0.3 mm CR and 40-mesh 0.15 mm CR in varying percentages of 0%, 5%, 10% and 15% by weight of the base binder had a minor effect on the moisture sensitivity of rubberised asphalt. The researchers concluded that the CR sizes and contents influenced asphalt mixture performance. The 50-mesh CR has a better low-temperature performance than the 14-mesh crumb rubber [36][28]. However, Liu et al. [37][29] concluded that adding 60-mesh and 80-mesh crumb rubbers to asphalt binder did not considerably impact its performance. Adding 0.15, 0.3 and 0.6 mm CRs to asphalt mixtures resulted in a slight performance difference [33][25].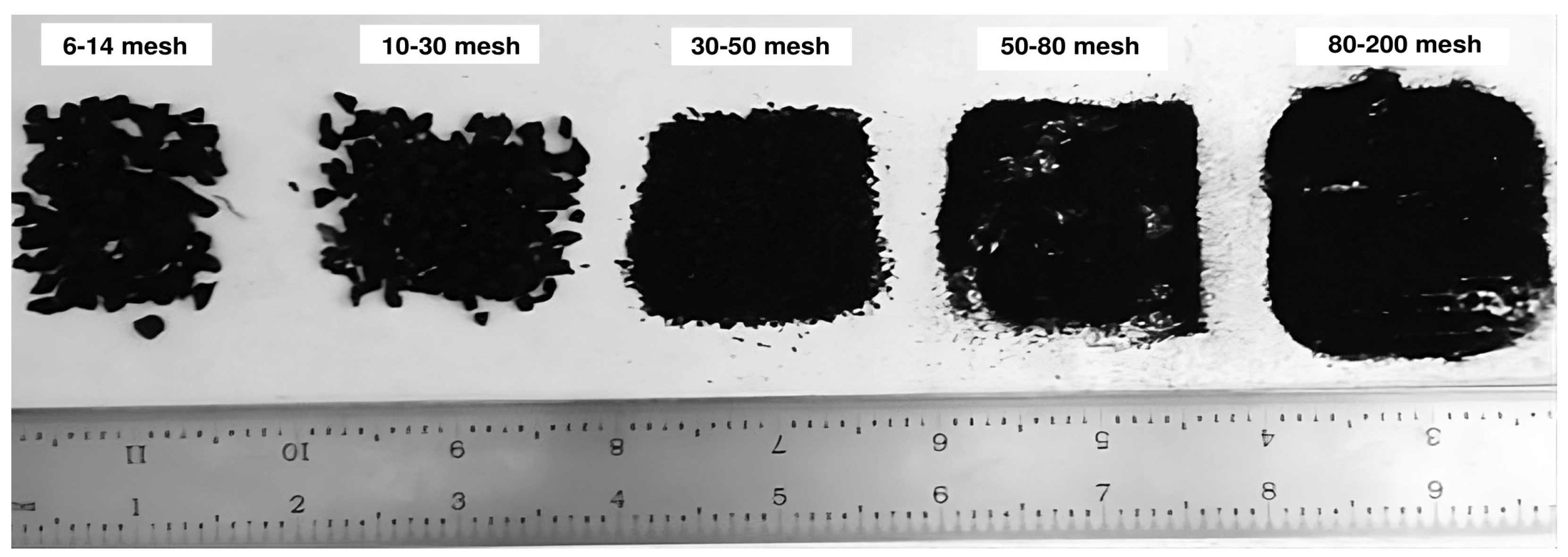
Figure 4. Crumb rubber with varying particle sizes.
2.4. Blending Methods
The mixing of crumb rubber and asphalt uses the wet or dry process. The dry process mixes the CR and aggregates in an asphalt mixture, whereas the wet method mixes CR and asphalt binder at a specific temperature [39][30]. The latter enhances the asphalt mixture’s rutting resistance, resilience modulus and fatigue cracking [40][31]. Moreno et al. [41][32] observed that the dry method was more effective for producing CR asphalt, while Losa et al. [42][33] noted that the rubberised asphalt mixtures produced by wet and dry methods showed similar indirect tensile strength (ITS), although those produced through wet mixing have a higher resilient modulus. The rubberised asphalt binders mixed using the wet method had the following characteristics.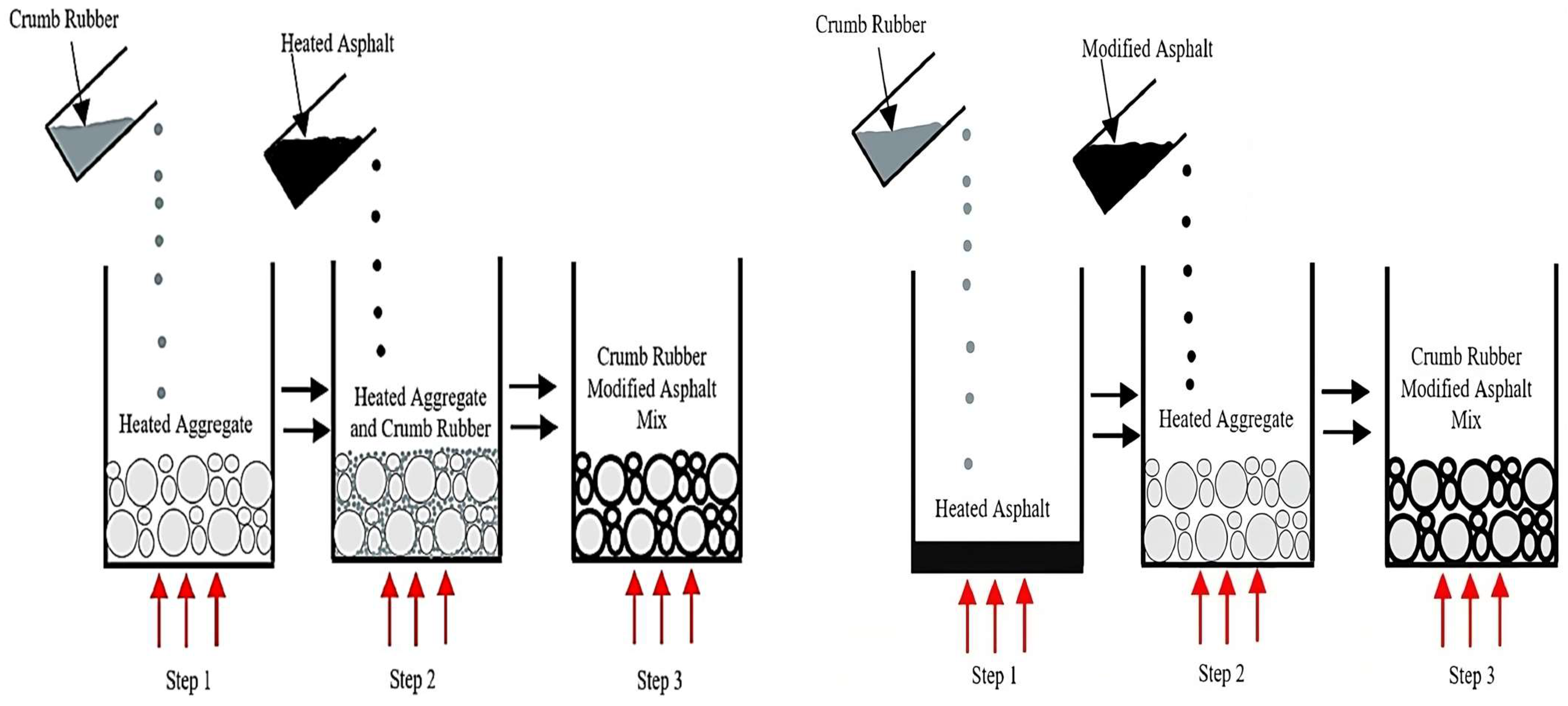
Figure 5. The dry and wet methods for producing rubberised asphalt mixture.
2.5. Morphology
A previous investigation found that rubberised mixtures require 1–2% higher bitumen percentages than the original asphalt mixture [53][43]. A study by Bilema et al. [54][44] used the Superpave Gyratory Compactor with varying crumb rubber percentages of 5, 10 and 15% asphalt mixture and found that higher crumb rubber contents required 0.25% higher bitumen content since the rubber particles absorbed some of the bitumen in the rubberised asphalt mixture. Researchers employed modern methods for examining asphalt structure to study the morphology of CR asphalt binders. The compatibility between CR and asphalt binder strongly determines the properties of a CR asphalt binder. Crumb rubber absorbed the lightweight component in the asphalt binder, which expanded the mixture and created a gel-like layer. The CR particles were connected by the gel film surrounding them. A better integration of crumb rubber in the base binder enhanced the asphalt binder’s characteristics [9]. Wang et al. [55][45] classified the interaction between the asphalt binder and CR particles into four stages, as shown in Figure 6. The first stage mixes the asphalt binder with the rubber particles. In the second stage, the rubber particles swell as they absorb the light bitumen fractions, forming a gel layer close to the bitumen–rubber interface. In the third stage, the rubber granules expand, causing the polymer chains and crosslinked network to break down as the chemical reaction occurs. The destruction of the network structure causes the swollen rubber particles to break into smaller components. The deterioration of the rubber particles continues in the fourth stage until they are fully incorporated into the bitumen structure, creating a homogeneous asphalt binder.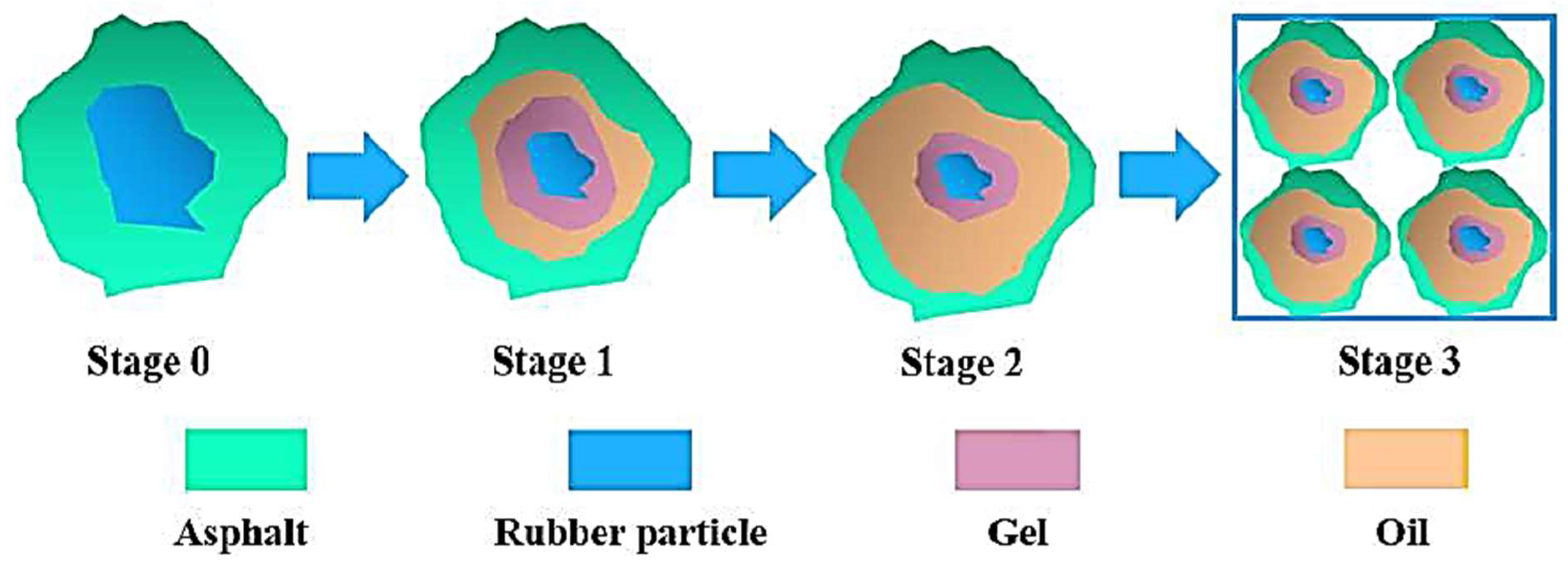
Figure 6. The interaction stages between the rubber particles and asphalt binder.
References
- Shafabakhsh, G.; Sadeghnejad, M.; Sajed, Y. Case study of rutting performance of HMA modified with waste rubber powder. Case Stud. Constr. Mater. 2014, 1, 69–76.
- Poovaneshvaran, S.; Hasan, M.R.M.; Jaya, R.P. Impacts of recycled crumb rubber powder and natural rubber latex on the modified asphalt rheological behaviour, bonding, and resistance to shear. Constr. Build. Mater. 2020, 234, 117357.
- Zafar, S. Production and Application of Crumb Rubber; Industrial Waste Management Recycling. EcoMena 2014, 2014.
- Mashaan, N.S.; Karim, M.R. Waste tyre rubber in asphalt pavement modification. Mater. Res. Innov. 2014, 18, S6-6–S6-9.
- Mashaan, N.S.; Karim, M.R. Investigating the rheological properties of crumb rubber modified bitumen and its correlation with temperature susceptibility. Mater. Res. 2013, 16, 116–127.
- Isayev, A.I. Recycling of Rubbers. In Science and Technology of Rubber; Academic Press: Cambridge, MA, USA, 2005; pp. 663–701.
- Mashaan, N.S.; Ali, A.H.; Karim, M.R.; Abdelaziz, M. A Review on Using Crumb Rubber in Reinforcement of Asphalt Pavement. Sci. World J. 2014, 2014, 214612.
- Bilema, M.A.; Aman, M.Y.; Hassan, N.A.; Al-Saffar, Z.; Rogo, K.; Abdullah, N.F.A. Influence of Crumb Rubber Incorporated with Different Warm Mix Asphalt Additives on the Mechanical Performance of WMA Mixture. J. Rehabil. Civ. Eng. 2021, 9, 1–11.
- Xiao, Z.; Pramanik, A.; Basak, A.K.; Prakash, C.; Shankar, S. Material recovery and recycling of waste tyres-A review. Clean. Mater. 2022, 5, 100115.
- Bilema, M.; Aman, M.Y.; Hassan, N.A.; Al-Saffar, Z.; Mashaan, N.S.; Memon, Z.A.; Yusoff, N.I.M. Effects of Waste Frying Oil and Crumb Rubber on the Characteristics of a Reclaimed Asphalt Pavement Binder. Materials 2021, 14, 3482.
- Shatanawi, K.M.; Biro, S.; Geiger, A.; Amirkhanian, S.N. Effects of furfural activated crumb rubber on the properties of rubberized asphalt. Constr. Build. Mater. 2012, 28, 96–103.
- Hoiberg, A. Bituminous Materials: Asphalts, Tars and Pitches; Interscience Publusher: New York, NY, USA, 1964.
- Jon, A. Epps, Uses of Recycled Rubber Tires in Highways; National Academy Press: Washington, DC, USA, 1994.
- Presti, D.L.; Memon, N.; Grenfell, J.; Airey, G. Alternative methodologies to evaluate storage stability of rubberised bitumens. In Proceedings of the International Conference on Asphalt Pavements, ISAP 2014, Raleigh, NC, USA, 1–5 June 2014; Volume 2, pp. 1481–1489.
- Visser, A.T.; Verhaeghe, B. Bitumen–rubber: Lessons learned in South Africa. In Proceedings of the Asphalt Rubber 2000 Conference, Vilamoura, Portugal, 15–30 November 2000; pp. 33–52.
- Widyatmoko, I.; Elliot, R. A Review of the Use of Crumb Rubber Modified Asphalt Worldwide; Waste & Resources Action Programme (WRAP): Banbury, UK, 2007.
- Milad, A.; Ahmeda, A.G.F.; Taib, A.M.; Rahmad, S.; Solla, M.; Yusoff, N.I.M. A review of the feasibility of using crumb rubber derived from end-of-life tire as asphalt binder modifier. J. Rubber Res. 2020, 23, 203–216.
- Lo Presti, D. Recycled Tyre Rubber Modified Bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881.
- Othman, Z.; Hainin, M.R.; Warid, M.N.M.; Idham, M.K.; Kamarudin, S.N.N. Cup lump modified asphalt mixture along jalan Kuala Lumpur-Kuantan, daerah Temerloh, Pahang. MATEC Web Conf. 2018, 250, 02007.
- Azahar, N.F.B.M.; Hassan, N.A.; Jaya, R.P.; Kadir, M.A.B.A.; Yunus, N.Z.B.M.; Mahmud, M.Z.H. An overview on natural rubber application for asphalt modification. Int. J. Agric. For. Plant. 2016, 2, 212–218.
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569.
- Han, L.; Zheng, M.; Wang, C. Current status and development of terminal blend tyre rubber modified asphalt. Constr. Build. Mater. 2016, 128, 399–409.
- Cetin, A. Effects of Crumb Rubber Size and Concentration on Performance of Porous Asphalt Mixtures. Int. J. Polym. Sci. 2013, 2013, 789612.
- Cao, W.D.; Liu, S.T.; Cui, X.Z.; Yu, X.Q. Effect of Crumb Rubber Particle Size and Content on Properties of Crumb Rubber Modified (CRM) Asphalt. Appl. Mech. Mater. 2011, 99, 955–959.
- Wong, C.C.; Wong, W.-G. Effect of crumb rubber modifiers on high temperature susceptibility of wearing course mixtures. Constr. Build. Mater. 2007, 21, 1741–1745.
- Bilema, M.; Aman, M.; Hassan, N.; Haloul, M.; Modibbo, S. Influence of crumb rubber size particles on moisture damage and strength of the hot mix asphalt. Mater. Today Proc. 2021, 42, 2387–2391.
- Xiao, F.; Amirkhanian, S.; Juang, C.H. Rutting Resistance of Rubberized Asphalt Concrete Pavements Containing Reclaimed Asphalt Pavement Mixtures. J. Mater. Civ. Eng. 2007, 19, 475–483.
- Ziari, H.; Goli, A.; Amini, A. Effect of Crumb Rubber Modifier on the Performance Properties of Rubberized Binders. J. Mater. Civ. Eng. 2016, 28, 04016156.
- Liu, S.; Cao, W.; Fang, J.; Shang, S. Variance analysis and performance evaluation of different crumb rubber modified (CRM) asphalt. Constr. Build. Mater. 2009, 23, 2701–2708.
- Huang, W.; Lin, P.; Tang, N.; Hu, J.; Xiao, F. Effect of crumb rubber degradation on components distribution and rheological properties of Terminal Blend rubberized asphalt binder. Constr. Build. Mater. 2017, 151, 897–906.
- Mashaan, N.S.; Ali, A.H.; Karim, M.R.; Abdelaziz, M. Effect of blending time and crumb rubber content on properties of crumb rubber modified asphalt binder. Int. J. Phys. Sci. 2011, 6, 2189–2193.
- Moreno, F.; Sol, M.; Martín, J.; Pérez, M.; Rubio, M. The effect of crumb rubber modifier on the resistance of asphalt mixes to plastic deformation. Mater. Des. 2013, 47, 274–280.
- Losa, M.; Leandri, P.; Cerchiai, M. Improvement of pavement sustainability by the use of crumb rubber modified asphalt concrete for wearing courses. Int. J. Pavement Res. Technol. 2012, 5.
- Dong, F.; Zhao, W.; Zhang, Y.; Wei, J.; Fan, W.; Yu, Y.; Wang, Z. Influence of SBS and asphalt on SBS dispersion and the performance of modified asphalt. Constr. Build. Mater. 2014, 62, 1–7.
- Lee, S.-J.; Akisetty, C.K.; Amirkhanian, S.N. The effect of crumb rubber modifier (CRM) on the performance properties of rubberized binders in HMA pavements. Constr. Build. Mater. 2008, 22, 1368–1376.
- Liu, H.; Luo, G.; Wang, X.; Jiao, Y. Effects of preparation process on performance of rubber modified asphalt. IOP Conf. Ser. Mater. Sci. Eng. 2015, 87, 012008.
- Bakar, S.K.A.; Abdullah, M.E.; Kamal, M.M.; Abd Rahman, R.; Buhari, R.; Jaya, R.P.; Ahmad, K.A. The effect of crumb rubber on the physical and rheological properties of modified binder. J. Phys. Conf. Ser. 2018, 1049, 012099.
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224.
- Jeong, K.-D.; Lee, S.-J.; Amirkhanian, S.N.; Kim, K.W. Interaction effects of crumb rubber modified asphalt binders. Constr. Build. Mater. 2010, 24, 824–831.
- Bilema, M.; Aman, M.Y.; Hassan, N.A.; Memon, Z.A.; Omar, H.A.; Yusoff, N.I.M.; Milad, A. Mechanical Performance of Reclaimed Asphalt Pavement Modified with Waste Frying Oil and Crumb Rubber. Materials 2021, 14, 2781.
- Cao, W. Study on properties of recycled tire rubber modified asphalt mixtures using dry process. Constr. Build. Mater. 2007, 21, 1011–1015.
- Akisetty, C.K.; Lee, S.-J.; Amirkhanian, S.N. Laboratory investigation of the influence of warm asphalt additives on long-term performance properties of CRM binders. Int. J. Pavement Eng. 2010, 11, 153–160.
- Farouk, A.I.B.; Hassan, N.A.; Mahmud, M.Z.H.; Mirza, J.; Jaya, R.P.; Hainin, M.R.; Yaacob, H.; Yusoff, N.I.M. Effects of mixture design variables on rubber–bitumen interaction: Properties of dry mixed rubberized asphalt mixture. Mater Struct. 2017, 50, 12.
- Bilema, M.A.; Aman, M.Y.; Hassan, N.A.; Ahmad, K.A.; Elghatas, H.M.; Radwan, A.A.; Shyaa, A.S. Moisture Sensitivity of Crumb Rubber Modified Modifier Warm Mix Asphalt Additive for Two Different Compaction Temperatures. IOP Conf. Ser. Earth Environ. Sci. 2018, 140, 012072.
- Wang, X.; Liu, J.; Wang, Z.; Jing, H.; Yang, B. Investigations on Adhesion Characteristics between High-Content Rubberized Asphalt and Aggregates. Polymers 2022, 14, 5474.
- Xu, M.; Liu, J.; Li, W.; Duan, W. Novel Method to Prepare Activated Crumb Rubber Used for Synthesis of Activated Crumb Rubber Modified Asphalt. J. Mater. Civ. Eng. 2014, 27, 04014173.
- Wang, G.; Wang, X.; Lv, S.; Qin, L.; Peng, X. Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder. Materials 2020, 13, 4437.
- Cong, P.; Xun, P.; Xing, M.; Chen, S. Investigation of asphalt binder containing various crumb rubbers and asphalts. Constr. Build. Mater. 2013, 40, 632–641.
- Zhang, F.; Hu, C. The research for crumb rubber/waste plastic compound modified asphalt. J. Therm. Anal. Calorim. 2016, 124, 729–741.
More