Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Chiara Morano and Version 2 by Sirius Huang.
For different manufacturing processes, porosity occurs in parts made using selective laser sintering (SLS) technology, representing one of the weakest points of materials produced with these processes.
- additive manufacturing
- 3D printing
- selective laser sintering
- porosity
- pure polymers
- blended polymers
1. Introduction
Although the use of metals is constantly growing [1], polymers are still the most used materials today [2] in additive manufacturing (AM) [3].
Currently, most components made with polymeric materials are manufactured using the selective laser sintering (SLS) process [4]. This process belongs to one of the first-born families of AM processes, called Powder Bed Fusion (identified with the acronym PBF), which is based on the fusion of layers of powdered material. The SLS process, in particular, uses thermoplastic polymeric powders, and their fusion is obtained, layer by layer, using a laser beam that acts along directions selected using a computerized system. SLS is one of the most widespread AM processes. In principle, any polymer that is available in powder form, which can be melted and bonded without decomposition via heating, would appear to be processable using selective laser sintering. In practice, however, today, due to the very complicated and difficult-to-control physical phenomena involved in the process [5][6], there are only a few polymers that are suitable for SLS [7][8][9][10]. Both amorphous and semi-crystalline polymers have been studied and employed in SLS processes, with the latter being the most popular [10][11][12].
In the market of materials that are available for SLS processes, polyamide-based powders 11 (PA11) and 12 (PA12) dominate, followed by other polymeric powders such as BPT, PC, PE, PEBA, PEEK, PET, PMMA, PP, PS, SEBS, TPE, TPU [7], and very few other types. More than 90% of the industrial consumption of polymers for SLS comprises pure Polyamide 12 (PA12) or reinforced blends, such as dry blends of glass-, aluminum-, and carbon-fiber-filled polyamides [10].
2. Brief Outline of the SLS Process and Porosity
In short, the manufacturing process used for the fabrication of 3D printing parts through SLS technology involves three stages:
- (i)
-
Preheating phase. In this phase, the powder bed is heated to a predefined temperature (bed temperature, Tb), which is held constant throughout the part-building process. The Tb is kept just below the softening temperature of the polymer that is used to minimize the laser energy and eliminate any distortion of the piece during cooling.
- (ii)
-
Building phase. This is the core phase of the fabrication process that involves different operations. First of all, the platform is lowered to receive the powder particles dragged by the roller or by the spreading blade. After that, the laser beam melts the layer of particles along the computerized trajectory. Finally, the piece is gradually cooled down to the Tb value for solidification.
- (iii)
-
Cooling phase. In this phase, the heat source is switched off with the consequent gradual cooling of the powder bed until it reaches the extraction temperature of the piece.
For a detailed description of this system, the SLS process, and the influence of the various process parameters on the formation of porosity in the particles produced, please refer to [12]. In addition, it is important to introduce the Energy Density (ED) supplied by the laser to the powder bed. The ED stands as an exceptional metric employed by numerous researchers to assess the impact of process parameters on the final part’s quality and porosity. Termed as Andrew’s number, the ED quantifies the energy dispensed to particles per unit area of the powder bed surface. Its computation is expressed by the following equation:
where P represents the laser power (in W), v is the scan speed of the laser beam (in mm/s), and s is the laser scan spacing, i.e., the distance between two consecutive laser tracks (in mm). The supplied energy density ED is then usually given in J/cm2, and its value could affect the porosity percentage in the SLS parts. In particular, if the ED received by the powder layer is too low or too high, this could lead to an increase in the porosity measured in the parts. Moreover, each of the parameters included in the equation has been found to affect significantly the porosity percentage in the SLS parts [12]. Besides the ED parameter, several factors that are not included in the equation could affect the porosity percentage. In particular, among all, the powder bed temperature and the layer thickness are those of the greatest importance. The powder bed temperature influences the cooling rate and viscosity of the polymer during the fabrication process. On the other hand, the layer thickness influences the adhesion characteristics between two consecutive printing layers. To add to these parameters, other factors influence the porosity development mechanisms such as the powder particle sizes, powder re-usage, laser spot diameters, laser scanning strategy, and material properties.
A schematic of the different kinds of porosity that could be found in SLS parts in conjunction with the processing parameters that contribute to their development is reported in Figure 12. In general, porosity is an intrinsic phenomenon of the SLS process. During the melting process, the air could remain entrapped between two adjacent particles, leading to the development of an intra-layer porosity. The amount of these voids is affected by different processing parameters, i.e., the laser power and speed, particle shapes and re-usage, and material properties (viscosity). Beyond that, the porosity may arise due to inconsistent powder deposition as well as an inconsistent energy density received by the deposited powder layer. If the laser power or scan speed is too high or too low, the material layer is too thick, or the hatch distance determining the overlap area and therefore the connection between two hatch lines is too short or too long, this will cause the incomplete melting of the particles by promoting the formation of pores [13][14][15][18,25,26], i.e., a lack of fusion porosity. Finally, porosity could develop between two consecutive layers, i.e., inter-layer porosity. For an updated overview of the nomenclature and measurement methods, refer to [16][21]. Porosity can be defined through the following ratio:
where V is the part volume and Vp is the pores’ volume. The Vp value could be calculated using different approaches depending on the pore classification. Pore classification could be conducted according to different characteristics. First of all, it is possible to distinguish between open pores and closed pores, in function to the capability to intercept external fluid. A second classification could be conducted based on the pores’ geometry, e.g., cylinders, prisms, spherical cavities, and windows. However, for 3D-printed parts, the occurrence of irregular pores is very high and, consequently, it is not possible to employ this classification method. A third classification is conducted based on the pore size, identified as the smallest pore dimension, i.e., pore width. In this case, it is possible to distinguish between micropores (i.e., pore width < 2 nm), mesopores (i.e., pore width > 2 and <50 nm), and macropores (i.e., pore width > 50 nm) according to the IUPAC classification. However, the one-dimension classification is sometimes not exhaustive, and very often, other 2D and 3D parameters are involved, e.g., areas or volumes. Finally, a fourth classification could be conducted based on the pores’ origins. In this case, it is possible to distinguish between intrinsic pores, i.e., unintentional pores, and extrinsic pores, i.e., pores that are intentionally introduced for a specific application. For a more detailed pore classification, please refer to Morano and Pagnotta’s work [13][18].
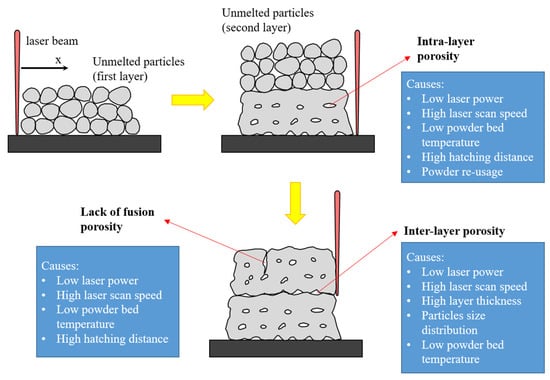
Figure 12.
Porosity in SLS parts with respect to processing parameters.
References
- Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; MacDonald, E. Additive Manufacturing Materials and Technologies. In Fundamentals of Laser Powder Bed Fusion of Metals; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 978-0-12-824090-8. Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; MacDonald, E.. Additive Manufacturing Materials and Technologies- Fundamentals of Laser Powder Bed Fusion of Metals; Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; MacDonald, E., Eds.; Elsevier: Amsterdam, Netherlands, 2021; pp. 658.
- Wong, K. Wohlers 2017 Report on 3D Printing Industry Points to Softened Growth; Wohlers Associates: Fort Collins, CO, USA, 2017; p. 1. Wong, K. Wohlers 2017 Report on 3D Printing Industry Points to Softened Growth; 2017; p. 1.
- ASTM 52900; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM International: Conshohocken, PA, USA, 2022.ASTM 52900: Additive Manufacturing - General Principles - Fundamentals and Vocabulary:; ASTM International, 2022.
- Yan, C.; Shi, Y.; Li, Z.; Wen, S.; Wei, Q. Selective Laser Sintering Additive Manufacturing Technology; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 978-0-08-102993-0. Yan, C.; Shi, Y.; Li, Z.; Wen, S.; Wei, Q.. Selective Laser Sintering Additive Manufacturing Technology; Yan, C.; Shi, Y.; Li, Z.; Wen, S.; Wei, Q., Eds.; Elsevier: Amsterdam, , 2021; pp. 1-966.
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser Sintering of Polyamides and Other Polymers. Prog. Mater. Sci. 2012, 57, 229–267. R.D. Goodridge; C.J. Tuck; R.J.M. Hague; Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229-267.
- Schmid, M.; Amado, A.; Wegener, K. Materials Perspective of Polymers for Additive Manufacturing with Selective Laser Sintering. J. Mater. Res. 2014, 29, 1824–1832. Manfred Schmid; Antonio Amado; Konrad Wegener; Materials perspective of polymers for additive manufacturing with selective laser sintering. J. Mater. Res. 2014, 29, 1824-1832.
- Schmid, M.; Wegener, K. Additive Manufacturing: Polymers Applicable for Laser Sintering (LS). Procedia Eng. 2016, 149, 457–464. Manfred Schmid; Konrad Wegener; Additive Manufacturing: Polymers Applicable for Laser Sintering (LS). Procedia Eng. 2016, 149, 457-464.
- Schmid, M.; Wegener, K. Thermal and Molecular Properties of Polymer Powders for Selective Laser Sintering (SLS). In Proceedings of the Regional Conference Graz 2015—Polymer Processing Society, Graz, Austria, 21–25 September 2015; p. 100003. Iñigo Flores Ituarte; Olli Wiikinkoski; Anton Jansson; Additive Manufacturing of Polypropylene: A Screening Design of Experiment Using Laser-Based Powder Bed Fusion. Polym. 2018, 10, 1293.
- Flores Ituarte, I.; Wiikinkoski, O.; Jansson, A. Additive Manufacturing of Polypropylene: A Screening Design of Experiment Using Laser-Based Powder Bed Fusion. Polymers 2018, 10, 1293. Lisa Jiaying Tan; Wei Zhu; Kun Zhou; Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 2003062.
- Tan, L.J.; Zhu, W.; Zhou, K. Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 2003062. David Bourell; Jean Pierre Kruth; Ming Leu; Gideon Levy; David Rosen; Allison M. Beese; Adam Clare; Materials for additive manufacturing. CIRP Ann. 2017, 66, 659-681.
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for Additive Manufacturing. CIRP Ann. 2017, 66, 659–681. Roberto Brighenti; Mattia Pancrazio Cosma; Liviu Marsavina; Andrea Spagnoli; Michele Terzano; Laser-based additively manufactured polymers: a review on processes and mechanical models. J. Mater. Sci. 2020, 56, 961-998.
- Brighenti, R.; Cosma, M.P.; Marsavina, L.; Spagnoli, A.; Terzano, M. Laser-Based Additively Manufactured Polymers: A Review on Processes and Mechanical Models. J. Mater. Sci. 2021, 56, 961–998. Chiara Morano; Leonardo Pagnotta; Additive manufactured parts produced by selective laser sintering technology: porosity formation mechanisms. J. Polym. Eng. 2023, 43, 537-555.
- Morano, C.; Pagnotta, L. Additive Manufactured Parts Produced by Selective Laser Sintering Technology: Porosity Formation Mechanisms. J. Polym. Eng. 2023, 43, 537–555.
- Stichel, T.; Frick, T.; Laumer, T.; Tenner, F.; Hausotte, T.; Merklein, M.; Schmidt, M. A Round Robin Study for Selective Laser Sintering of Polymers: Back Tracing of the Pore Morphology to the Process Parameters. J. Mater. Process. Technol. 2018, 252, 537–545.
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of Mechanical Properties of Polyamide Components on Build Parameters in the SLS Process. J. Mater. Process. Technol. 2007, 182, 477–488.
- Morano, C.; Pagnotta, L. On Powder Bed Fusion Manufactured Parts: Porosity and Its Measurement. Curr. Mater. Sci. 2023, 17, 185–197.
More