1. Introduction
The technology of cryogenic treatment (CT) has made tremendous progress in the last 10 years in its application on metallic materials in various sectors ranging from medicine, aerospace, robotics, materials science (including the steel industry), nanotechnology, and mining to even more specialized disciplines
[1][2][289,293]. The technique has evolved from the first attempts to treat materials at cryogenic temperatures in the 19th century by James Dewar and Karol Olszewski using liquefied gases (nitrogen and hydrogen). Later, the first real scientific observation and documentation of CT was made by NASA (National Aeronautics and Space Administration) in the mid-20th century, when they observed changes in the properties of materials used in space shuttles returning from space
[1][2][289,293]. The selected aluminum components were harder and more wear-resistant after returning to Earth than they were before the space mission
[1][2][289,293]. Since then, CT has been slowly adapted with different techniques and applications to metallic materials in order to improve macroscopic and microscopic properties. In the literature, CT can also be called sub-zero treatment, ultra-low temperature processing, or cryo-processing
[1][2][3][4][5][289,293,294,295,296].
The application of CT in the energy sector can be of particular interest due to the variety of metallic materials that are used in extreme conditions (high-temperature and high-pressure environments, highly corrosive environments, highly abrasive environments, etc.). However, the application of CT in the energy sector is still in its infancy, mainly due to the slow introduction and development of this treatment scheme and the limited research focus on applications in the energy sector.
2. Mechanisms of Cryogenic Treatments
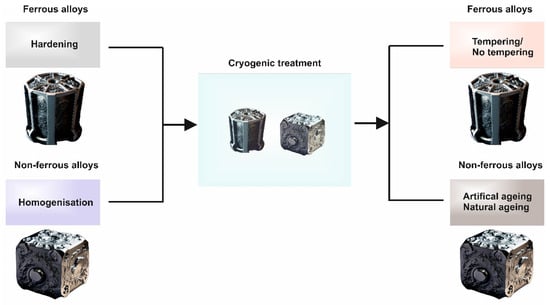
The mechanisms of CTs are based on the type, which is defined by the selected temperature regime for the CT (
Figure 1). CT is usually applied after the material has been hardened and quenched and before being tempered, usually for 24 h at a predetermined temperature
[1][2][6][7][8][9][10][289,290,291,292,293,297,298]. The most common and the one with the longest tradition is the conventional cryogenic treatment (CCT), where temperatures as low as 193 K are used
[11][299].
Figure 1.
The heat treatment route(s) for both ferrous and non-ferrous alloys when CT is applied.
The reason for CCT being the most-used type in the past was the easy availability of media to which the material is exposed, namely dry ice (solid CO
2)
[2][11][293,299]. In the past, it was also believed that temperatures as low as 193 K were sufficient to transform all the retained austenite (RA) in ferrous alloys to martensite, thereby increasing wear resistance and fatigue strength
[2][11][293,299]. The transformation of RA to martensite, particularly in steels, was one of the key properties for which CTs were commonly applied, which also propagated the initial research on CT
[2][11][293,299]. Unfortunately, the negative results of the first experiments with CCT led many companies to abandon the application and development of this treatment (1940s–1950s)
[2][11][293,299]. This was mainly due to a misunderstanding of the martensitic transformation and its temperatures as well as simplistic and inconsistent treatment procedures
[2][11][293,299]. It was not until years later, after NASA observations and detailed documentation of the changes at lower temperatures, that the next two types of CT were developed and tested for materials science applications: shallow (SCT) and deep cryogenic treatment (DCT)
[2][11][293,299].
Shallow cryogenic treatment is defined between 193 K and 113 K. During SCT, more than 50% of the RA is converted to martensite for generally any ferrous alloy that has instable austenite formation during quenching, causing a change in mechanical properties (increased hardness), size reduction of carbides, and increased precipitation of carbides
[12][13][300,301]. With the positive results of SCT, the research on CT blossomed and led to further research at even lower temperatures, resulting in the development of deep cryogenic treatment.
Temperatures for deep cryogenic treatment are below 113 K and typically go as low as 4 K, which is the temperature of liquid helium. However, the most-used temperature is 77 K, the temperature of liquid nitrogen, which is the most-used medium in DCT due to abundancy of the media and economic reasons. With DCT, for ferrous alloys, most of the RA is converted to martensite (>90%), the precipitation of carbides is increased, grain refinement and precipitation of nanocarbides occurs, and changes to residual stresses are formed
[14][302]. Special mention should be made to a specific type of DCT, the multi-stage deep cryogenic treatment (MCT), where the DCT treatment of the material consists of rapid changes between SCT and DCT temperatures for a predefined time and number of cycles to manipulate predefined properties
[15][303]. DCT performance is influenced by the selected cooling temperature, cooling–warming rate, time the material is exposed to DCT, type of metallic material (ferrous/non-ferrous alloy or type of steel), chemical composition of the metallic material, hardening process, tempering temperature, and also the microstructural phenomena present within the microstructure (such as transformation-induced plasticity (TRIP), austenite reversion transformation (ART), and twinning-induced plasticity (TWIP))
[16][17][18][19][20][21][22][304,305,306,307,308,309,310].
All types of CT alter the bulk and surface properties of metallic materials. The bulk properties affected by CT are mechanical properties ((micro)hardness
[23][24][25][26][311,312,313,314], toughness
[23][27][28][29][311,315,316,317], strength
[30][31][32][318,319,320], and fatigue
[19][33][34][307,321,322]) and magnetism
[16][35][304,323]. The surface properties affected by CT are corrosion resistance
[36][37][38][39][40][41][42][43][44][324,325,326,327,328,329,330,331,332], wear resistance
[33][45][46][47][321,333,334,335], roughness
[48][336], and oxide formation
[36][37][38][48][324,325,326,336].
Bulk properties and, to some extent, selected surface properties have been studied in more detail than others. There are still many unknowns and great potential in surface properties and corrosion resistance.
3. Energy Sector and Position of Cryogenic Treatments
Cryogenic processing has a great potential in the energy sector due to the use of different materials, from metallic to non-metallic. The application of CT, especially for metallic materials, has a great potential because it improves the properties of metallic materials needed in different energy sectors, from corrosion and wear resistance to mechanical properties and surface modifications
[49][50][337,338]. At the same time, it does not require the additional application of any other coating treatment to improve the properties.
However, the application of CT in this sector has not been widespread due to the lack of known test methods and quantification and qualification methods. Only a few attempts have been made to provide systematic guidelines for standards and application of CT for metallic materials
[2][18][21][51][52][53][293,306,309,339,340,341]. An additional obstacle was that in the past, there were no large capacity tanks, and no providers of these services or systems were available on an industrial scale, but this is now changing and, in some cases, improving with the establishment of CT-specialized companies, communities, and even patents
[3][4][5][44][54][55][56][57][58][59][294,295,296,332,342,343,344,345,346,347]. CT was also not well transferred to other disciplines, as CT was mainly reserved and developed for improving tools. The research was (and still is) mainly focused on tool steels, such as high-speed steels, hot work tool steels, and cold work tool steels, where the emphasis is on mechanical and wear properties
[46][60][61][62][63][334,348,349,350,351].
As a result, the majority of other types of steels and alloys have been left out of the focus. There is some limited research on non-ferrous alloys, but even these are mostly related to aluminum alloys used or related to the tooling industry. The study of non-ferrous alloys (Al-, Ni-, and Ti-based alloys) showed the improvement of mechanical properties
[64][65][66][67][68][69][70][352,353,354,355,356,357,358] such as microhardness
[64][66][71][72][73][352,354,359,360,361], fatigue
[64][352], fracture toughness
[74][75][362,363], impact toughness
[64][352], and tensile strength
[64][66][352,354].
4. Effect of Cryogenic Treatments on Surface, Interface, and Corrosion Properties of Metallic Mateirals Used in the Energy Sector
4.1. Metallic Materials Being Tested for the Use in the Energy Sector
There are many metallic materials (ferrous and non-ferrous alloys) that are suitable for use in the energy sector that have already been tested through various cryogenic treatments, and studies have resulted in changes in the microstructure of metallic materials, resulting in changes in the properties of the material. The following ferrous and non-ferrous alloys are used in the following sectors (Table 1).
Table 1.
The list of ferrous alloys that were cryogenically treated and have the potential for use in the energy sector.
Table 2.
The list of non-ferrous alloys that were cryogenically treated and have potential for use in the energy sector.
Table 2 presents the non-ferrous alloys that have been CT-treated and have potential in the current and future energy sectors.
5. Effect of Cryogenic Treatments on Metallic Materials Potenitally Used in the Energy Sector
The surface properties that are the focus of this resviearchw and that also need more attention in order to carry out more research on them are corrosion resistance and oxide formation, while wear resistance and roughness have been observed and researched by many studies in the cryogenic community.
5.1. Oxide Formation
Oxide formation is one of the properties that is seldomly researched and not fully understood in CT. The fact is that most of the studies focus on the corrosion resistance and its improvement by CT, and not many studies strive for deeper understanding of the origin of altered corrosion resistance by CT. A major contribution is provided by passive layers and oxide formation (corrosion products) that can be manipulated by CT and CT-induced changes to the bulk properties of the treated material. The influence of CT on oxide formation has been demonstrated for bearing, high-speed, and cold work tool steels
[36][37][38][48][324,325,326,336]. The oxidation dynamics after the application of CT was mainly studied by Jovičević-Klug et al., where the observations showed a different development of oxides compared to conventional heat treatment (CHT).
Jovičević-Klug et al. 2021
[48][336] suggested that the chemical composition of the oxide formation directly corresponds to the higher number of precipitates and the higher surface-to-volume ratio of the carbides. Furthermore, the study indicates that the reduced amount of carbide clusters after CT could be directly correlated with the passivation layer and the oxidation state of the surface and the corresponding corrosion products.
In the next study, Jovičević-Klug et al. 2021
[37][325] suggested that the Cr oxide layer is thicker on the cryogenically treated samples compared to the CHT samples. These observations also suggest that due to the formation of the Cr-oxide-passivation layer on the CT sample, there is no microscopic-related stress corrosion cracking of the matrix, which in turn, combined with the thicker passivation layer, reduces corrosion propagation.
The next factor observed in relation to CT was the formation of Fe oxides. The study by Jovičević-Klug et al.
[38][326] suggested that Fe-oxides form different layers compared to the CT sample, which is attributed to the local excessive corrosion damage in the CHT sample.
The same researchers, Jovičević-Klug et al. 2022
[36][324], also observed the different layering of the oxides in the samples. The results of ToF-SIMS provided the novel insight that nitrogen from CT is present in greater amounts in the CT samples, which then influences the complex oxide formations (corrosion products), which ultimately influence the corrosion resistance. Nitrogen acts as an exalter for the formation of green rust, which then acts as a precursor for the formation of the next layer (magnetite). As a result, corrosion propagation is greatly retarded due to the higher density and stability of magnetite. The same study also confirmed that the CT-induced passive film is more stable than its CHT counterpart. As a result, the CT-treated sample showed lower corrosion and wear loss, which was also confirmed in extreme environments (elevated temperatures and vibrations).
The above examples show that there is a need for research on oxide formation as the basis for successful tailoring of corrosion resistance and prolonged component life of treated materials. The studies only focused on tool and bearing steels, which means that other steels such as high-Cr steels, stainless steels, duplex steels, and non-ferrous alloys are still potential research areas with great opportunities for the application of CT to manipulate oxide formation and modify corrosion resistance. To date, no similar studies or research have been conducted or found for non-ferrous alloys.
5.2. Corrosion Resistance
The influence of CT on corrosion resistance has not only been investigated in relation to tool steels, but many studies have also tested other ferrous (bearing steels and stainless steels) and non-ferrous (mostly Al-based alloys) alloys. The first part focuses on the corrosion testing of ferrous alloys, while the second part focuses on the non-ferrous alloys in relation to CT.
Corrosion Resistance of Ferrous Alloys
The studies on tool steels showed that corrosion resistance is influenced by CT
[41][105][176][177][178][179][329,392,463,464,465,466]. The corrosion resistance of bearing and tool steels can be improved by up to 65% in an alkaline environment, with the improvement depending on the steel type and heat treatment strategy
[38][326]. This was also observed by Senthilkumar 2014
[39][327], who found that in alkali conditions, CT improves corrosion resistance, which was postulated to be a result of formation of more stable passive film. Furthermore, in extreme alkaline environments, such as elevated temperatures and vibrations, the CT-treated samples (tool steels) suggested improvement of corrosion resistance by 90% in the study of Jovičević-Klug et al. 2022
[36][324]. Also, the study by Jovičević-Klug et al. 2021
[38][326] showed that in an alkaline environment, the formation of pits is modified by CT (for tool and bearing steels). The study showed that pits in CT specimens expand only in the exposed upper part and decrease continuously deeper into the material. It was suggested that this is due to the confinement of the corrosion attack to the grain boundaries and the exposure of the pit opening to the oxidative media, which is limited by the change in orientation of the crack with respect to the sample surface. In addition, the 2021 study by Jovičević-Klug et al.
[37][325] also showed that in the alkaline environment, the CT samples did not show any stress corrosion cracking of the passivation layer, and the presence of Mo in the steel allowed the continuous growth of the protective Cr oxide layer, which reduced the formation and growth of pits. The results show that CT samples have a 3× slower corrosion rate of pitting corrosion, which can be directly correlated to the slower material degradation and prolonged functionality of the metallic material.
Only a few studies have been conducted on stainless steels and a few other types of steels that are more commonly used in energy sector applications. The studies showed different results of CT on the corrosion resistance of steels used in the energy sector. A study by Wang et al. 2020
[180][467] showed that there is an increase in corrosion resistance for high-strength stainless steel. On contrary, a study by Baldissera and Delprete 2010
[181][468] postulated that CT has no effect on austenitic stainless steel. Another study by Cai et al. 2016
[182][469] indicated that for austenitic stainless steel, CT could improve corrosion resistance, which is suggested through Cr-carbide precipitation at the austenite grain boundary, which then reduces the intergranular corrosion. For martensitic stainless steels, CT has been shown to improve corrosion resistance in correlation with both the general and pitting corrosion, as was shown by Ramos et al. 2017
[78][366]. Another explanation for the higher pitting corrosion potential was proposed by He et al. 2021
[183][470], in which pitting corrosion was reduced by increased carbide precipitation and Si segregation at the interface boundaries between M
23C
6 and martensite in the matrix. For structural steels, a 95% improvement in corrosion resistance was determined by Ramesh et al. 2019
[105][392], which is suggested to be a consequence of uniform and homogenous carbide precipitation and microstructure modification.
The above literaturesearch review shows that there has been some research on corrosion enhancement with CT but only on a limited selection of ferrous alloys. Furthermore, the researchview shows that there is a great need for research on the corrosion resistance of ferrous alloys used in the energy sector in combination with CT. Such research could open up new avenues and applications for CT to improve corrosion resistance alone or in combination with coatings, which could further expand the energy sector from both an economic and sustainable point of view.
Corrosion Resistance of Non-Ferrous Alloys
The corrosion resistance of CT-treated non-ferrous alloys has been mainly focused on the Al-based alloys of the 2xxx
[184][471], 5xxx
[67][355], and 7xxx
[42][43][153][330,331,440] series. The study by Cabeza et al. 2015
[184][471] on Al-based alloys from the 2xxx series suggested that CT improves the resistance to stress corrosion cracking due to changes in compressive residual stresses. Another study by Aamir et al. 2016
[67][355] showed that for the 5xxx Al-alloy, the corrosion resistance is increased due to the minimization of dislocation densities and noncontinuous distribution of the β-phase. From the 7xxx series, the tested representative was the 7075 Al-alloy. A study by Ma et al. 2021
[153][440] showed an improvement in corrosion resistance after the application of CT, which was attributed to the increased precipitation of the η′ phase. They postulated that the grain boundary from the η′ resulted in short chains of carbides, which then blocked corrosion channeling, thus enhancing the corrosion resistance of the alloy. Similar observations were also made by Su et al. 2021
[43][331]. Ma et al., from their study in 2022
[42][330], additionally showed that the optimized combination of aging and CT can influence the rate of the corrosion improvement when CT is applied.
Compared to ferrous alloys, research on non-ferrous alloys is also considered to be lacking and is mostly focused on specific alloys, mainly aluminum alloys. The resviearchw clearly confirms the lack of research on non-ferrous alloys, which have a great potential for use in the future energy sector. The lack of research can be particularly evident in the case of Ni alloys and corrosion resistance in combination with CT, which are one of the main non-ferrous alloys used in different energy sectors due to their versatility. Other non-ferrous alloys such as Cu-based, Mg-based, V-based, W-based, etc., are also completely excluded from the studies, and therefore, this could be another potentially interesting niche to study in more depth the influence of CT on these alloys, which could be applied to the future energy sector. Furthermore, in most cases, the reasons for improved or sometimes reduced corrosion performance are based on speculation. Fundamental research is needed to elucidate the reasons for the effects of CT on corrosion performance.