Ti alloys are widely used in engine components such as rotor blades and casings due to their superior performance. However, under certain conditions of temperature, pressure, and airflow speed, Ti alloys can suffer from high-temperature friction and spontaneous combustion, known as “titanium fire”
[1]. Currently, the hottest components of turbine engine compressors are made of Ni-based alloys, which are nearly twice as dense as Ti alloys
[1][2][1,2]. This creates problems related to thermal expansion and connection technology, hindering engine lightweight. To meet the demand for advanced, high thrust-to-weight engines, compressors made of Ti alloys hold great promise for future development. Improving the burn resistance of Ti alloy components is crucial for their wider application and the structural safety and lightweight of aerospace equipment. Lei et al.
[3]. conducted a comprehensive exploration of the combustion characteristics and mechanism underlying “titanium fires” originating from aircraft engines, providing detailed insights into existing methods for evaluating fire resistance. Titanium alloys, due to their heightened reactivity, low thermal coefficient, and substantial combustion heat, exhibit susceptibility to ignition. Researchers across the world have attempted to address the problem of Ti alloy spontaneous combustion by developing burn-resistant alloys such as Ti-V-Cr and Ti-Cu. However, the addition of heavy elements such as V, Cr, and Cu results in a decrease in specific strength, complex manufacturing process, high production cost, and limited practical applications. Ti alloys used in aerospace require high plasticity and toughness, making it difficult to find a suitable burn-resistant alloy. The preparation of a burn-resistant coating is an ideal solution to address the “titanium fire” problem as it reduces production costs while maintaining the high specific strength, plasticity, and toughness of the Ti alloy base material.
2. Burn Resistant Ti Alloys
Burn-resistant Ti alloys have become a focus of research in the aerospace industry due to their susceptibility to spontaneous combustion. Currently, the main burn-resistant Ti alloys are Ti-Cr-V and Ti-Cu alloys, which offer flame resistance through (1) creating a protective layer of compact oxides to prevent oxygen penetration, (2) decreasing the adiabatic flame temperature, thus lowering the heat of combustion, (3) enhancing thermal conductivity for faster dispersal of ignition heat, and (4) reducing friction. Ti-V-Cr alloys are represented using β-Ti alloys Alloy C (Ti-35V-15Cr)
[4] and Ti40 (Ti-25V-15Cr-0.2Si)
[5]. V and Cr increase the cost of Ti-V-Cr alloy, reduce the specific strength, and increase the difficulty of smelting and hot working
[2]. Under high temperatures and long-term working conditions, V and Cr cannot stabilize the β phase and prevent the precipitation of the α phase, thereby making its thermal stability difficult to meet the needs of wider applications. Moreover, the flame spreads rather fast as soon as Ti alloys are ignited. This is mainly due to the fact that the combustion heat is high and the thermal conductivity is poor. On the other hand, the peritectic reaction occurs at the interface between the α phase and the β phase at high temperature, and the liquid phase migrates from the phase interface to the inner grains of the β phase
[6]. Hence, monophasic α-Ti or β-Ti tissue is more beneficial to high temperature and burn-resistant performance
[1][7][8][1,7,8]. α-Ti has high atomic stacking density, slow atomic diffusion, and better thermal stability and creep resistance than β-Ti. Therefore, the evolution from α + β Ti alloys to α-type Ti alloys is an important development trend of Ti alloys used in aero engines in recent years
[1][9][1,9]. To overcome these challenges, research has shifted towards economical Ti-Cu alloys such as BTT-1 (Ti-13Cu-4Al-4Mo-2Zr), BTT-3 (Ti-18Cu-2Al-2Mo)
[10], and Ti14 (Ti-13Cu-1Al-0.2Si)
[11], where the presence of Ti
2Cu in the α-Ti phase greatly improves the burn resistance. The equilibrium phase composition of Ti-Cu burn-resistant alloy is α-Ti + Ti
2Cu
[8]. Ti
2Cu plays an important role in its burn-resistant performance
[10][11][12][10,11,12]. As its melting point is about 990 °C, which is much lower than the ignition temperature of Ti (about 1627 °C in the air), Ti
2Cu exists in the liquid phase during the combustion process, and its melting process takes away part of the heat and delays the ignition of Ti alloys. Further, the molten Ti
2Cu formed in the combustion zone transforms the dry friction of the surface into wet friction lubricated by the liquid phase, resulting in a sharp decrease in the frictional heat. Furthermore, the liquid-phase Ti
2Cu has low oxygen solubility, which hinders the diffusion of oxygen. The addition of Cu also improves thermal conductivity and avoids excessive local temperature, thereby inhibiting combustion.
3. Burn Resistant Surface Technologies of Ti Alloys
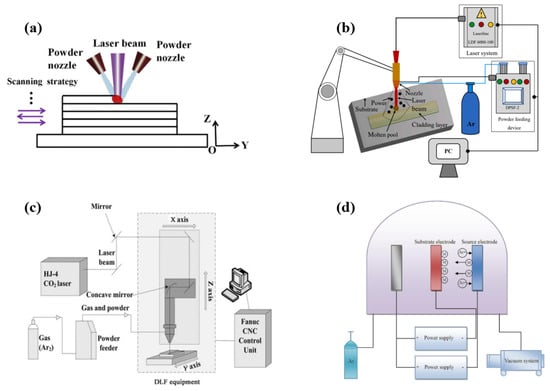
The development of burn-resistant surface technologies for Ti alloys attracts more attention, as the overall burn-resistant alloys tend to be expensive, have low specific strength, complex production processes, and limited practical applications. Recognizing that combustion always originates from the surface, various surface technologies have been proposed to improve the burn-resistance of Ti alloys. These technologies include coatings based on α-Ti and β-Ti alloys and use carriers such as laser beams (e.g., laser cladding), ion beams (ion implantation, double-glow plasma surface alloying, magnetron sputtering, plasma spray), and electron beams (electron beam cladding). Other techniques include electroplating, high-energy mechanical alloying, friction stir machining, and similar methods. Laser cladding [13][14][13,14], laser solid forming [15][16][15,16], and direct laser fabrication [17][18][19][20][21][17,18,19,20,21] were used to prepare burn-resistant coating on the surface of Ti alloys. The related deposition principle is similar (Figure 1), which implies that the surface of the base material is irradiated using different fillers in order to make the deposit and the thin layer of the base material melt simultaneously.
Figure 1. Principles of various laser and double glow plasma surface technologies. (
a) Laser Solid Form-ing (LSF)
[22], (
b) Laser Cladded (LC)
[23], (
c) Direct Laser Fabrication (DLF)
[24], (
d) Double glow plasma surface metallurgy (DG)
[25].
In laser surface technology, the raw material undergoes melting and then re-solidification. The thermal stress caused due to the rapid cooling rate is unavoidable, and post-treatment is required to eliminate the stress
[18].
Laser surface technology also deposits composite coatings such as Ti-Cu-NiCoCrAlTaY composite coating. The Ti-Cu eutectic transition zone formed near the base material delays the combustion, and the oxidation resistance of the outer layer of NiCoCrAlTaY helps to improve flame retardant performance
[13]. NiCoCrAlTaY is a kind of MCrAlY coating, and a large number of studies showed that MCrAlY coating has excellent oxidation resistance as an adhesive layer in a thermal barrier coating system
[26].
NiCr/YSZ double-layer coating also uses a thermal barrier coating system to improve the surface flame performance of Ti alloys, where the NiCr alloy layer that was prepared using the double-glow plasma surface alloying technology is used as the bonding layer. Further, the YSZ ceramic layer that was prepared using multi-arc ion plating technology acts as the blocking layer. The double-layer coating hardness and the burn-resistant performance were found to be superior to Ti-based materials
[27]. The Double-glow plasma surface alloying technology, which is also known as the Xu-Tec process, is a surface alloying technology based on ion nitriding technology that can realize metal elements on the surface of the metal materials
[28]. This technology utilizes the plasma generated using double-glow photo discharge in a vacuum chamber to provide metal ions and forms a coating on the workpiece surface under the action of thermal diffusion and ion bombardment.
In this methodology, a gradient distribution of Cu, Cr, and Mo is achieved within the coating. It has been observed that the content gradually diminishes with increasing depth, resulting in the absence of a discernible interface between the coating and the substrate. This characteristic significantly mitigates the risk of delamination and peeling. Furthermore, it has been experimentally ascertained that when the Cu content exceeds 12 wt.%, the Cr content surpasses 14 wt.%, and the Mo content exceeds 10 wt.% within the alloy layer, the propensity of the Ti alloy base material to ignite and burn is effectively suppressed
[29][32].
A comparative investigation involving Cu-containing burn-resistant coatings prepared via ion implantation, magnetron sputtering, and double-glow plasma surface alloying has revealed distinctive attributes. Specifically, the ion implantation technique yields a Cu alloy layer with a thickness of less than 0.4 μm, making it challenging to meet practical application requirements. Conversely, magnetron sputtering generates an alloy layer containing Ti
2Cu and a dual-layer structure comprising a pure Cu film, thereby reducing the overall combustion area. However, this alloy layer is predominantly concentrated within a depth range of 0.2~0.8 μm beneath the surface, rendering it impractical for certain applications.
It is noteworthy that the distance between the source and working electrodes can impact the thickness of the alloy layer. Consequently, obtaining a uniformly deposited layer on the surfaces of complex-shaped components proves to be challenging when employing the double-glow plasma surface alloying technique.
Another surface technology that uses plasma is plasma spray, which is a type of thermal spray technology. With a plasma heat source temperature of over 8000 K, this technology has the ability to melt any material. Hence, plasma spray has numerous benefits and is extensively utilized for depositing ceramic coatings, particularly in thermal barrier coatings. Plasma spray is further divided into two categories: plasma spray in the atmosphere and plasma spray under vacuum. The process involves using an arc to melt the raw material, which is then sprayed onto the base material’s surface. However, plasma spray of Ti alloys is known to produce pores and cracks in the coating, with a porosity of up to 50% in vacuum plasma spray
[30][37].
In addition to the previously discussed surface technologies, researchers have explored alternative methods, including electron beam cladding and spark deposition technology
[31][40] for the fabrication of Ti-25V-15Cr-0.2Si and TiCrNiVSi0.1 coatings. Similar to laser cladding, electron beam cladding and spark deposition technologies are characterized by high-energy density, which can lead to structural issues such as coarse grains, elevated residual stress, and crack formation.
High-energy mechanical alloying has also been used to prepare burn-resistant Ti-Cr and Ti-Cu coatings. This method involves modifying a ball mill grinding bottle by cutting a portion of the steel wall and filling it with Ti-6Al-4V base material
[32][42]. However, this method is not suitable for complex parts like blades. Friction stir machining is used to prepare burn-resistant layers composed of β-Ti-rich phase and Ti-Cu intermediate phase, like Ti
2Cu, but it relies on the rapid rotation and pressure of a stirring head, making it unsuitable for non-planar parts
[33][43].
Electroplating of Cr
[34][44] and Ni
[35][45] can also produce flame-retardant coatings, but electroplating of Ti alloys requires special activation and sensitization treatment. The high current density and long-term electroplating required for large parts have high equipment requirements and also involve the use of acid, alkali, heavy metal solutions, and other raw materials, leading to environmental pollution through waste water, gas, and residue. These methods are gradually being replaced by other surface technologies.
The mechanical performance of titanium-based fire-resistant coatings is another important criterion for their industrial application. Fire-resistant coatings prepared by various techniques must meet certain mechanical strength and performance requirements, including high hardness, excellent wear resistance, and high bonding strength with the substrate. In addition, fire-resistant coatings must also have matching tensile and shear strength with the substrate material, as well as low residual stress, to ensure their long-term stable operation in the complex environment of high temperature and high pressure in aviation engines. Literature research on coating performance has mostly focused on the influence of coating structure on fire-resistant performance, including the formation of alloying, the depth of element penetration in the coating, and the evolution of metallographic grains in high-temperature environments.
In summary, the existing titanium-based flame-resistant coating technologies have not provided an effective solution to the issue of spontaneous combustion in Ti alloy components used in aero engines despite their ability to withstand high temperatures and high energy. It is evident that further advancements are necessary to address this challenge comprehensively.
4. Cold Spray Technology
The effectiveness of spray technology in the production of metallic coatings has been widely acknowledged. In thermal spray processes, the coating’s quality primarily hinges on the extent of material melting and the velocity of particle deposition. For instance, within the HVOF process, a notable proportion of particles retain their solid state upon impacting the substrate
[36][37][46,47]. Consequently, achieving a compact and firmly adherent coating through spraying necessitates the provision of both thermal energy and the kinetic energy of particles.
In contrast, the cold spray technique utilizes the convergence-divergence effect of a De Laval nozzle to accelerate the particles carried by the gas to very high speeds, ranging from 300 m/s to 1200 m/s
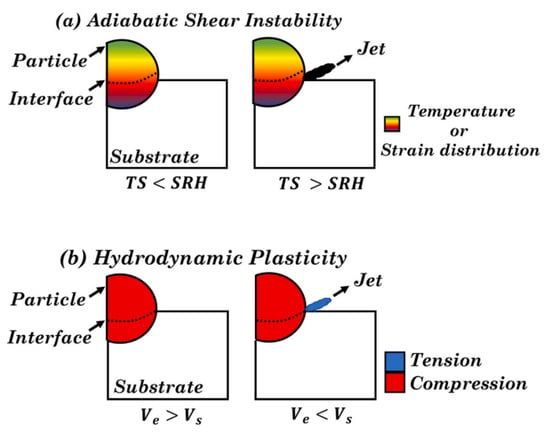
[38][48]. At speeds exceeding the critical velocity, the particles undergo intense plastic deformation and bond with the base material (
Figure 26). During the cold spray process, the gas does not undergo combustion, and the high-pressure gas is heated to a lower temperature to increase particle velocity and promote deformation during impact. Throughout the process, the powder raw material remains in a solid state without undergoing the melting and re-solidification metallurgical process characteristic of traditional thermal spray and laser surface technologies.
Figure 26. Schematic diagram of cold spraying mechanism
[39][49]. (
a) Adiabatic Shear Instability, first proposed by Assadi et al.
[40][50], and (
b) Hydrodynamic Plasticity, proposed by Hassani et al.
[41][51]. TS = thermal softening, SRH = strain rate hardening, Ve = edge velocity, Vs = shock velocity.
Therefore, the cold spray process is considered an advanced, solid-state coating deposition technology. The technique can be used to deposit a variety of materials, including metals, ceramics, composites, and polymers
[42][52].
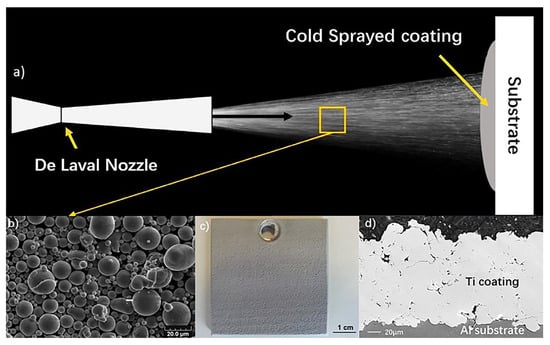
Figure 37 illustrates the cold spray process.
Figure 37. (
a) cold spray process, (
b) SEM images of powder raw materials for cold spray, (
c) pictures of 5 cm × 5 cm cold spray samples, (
d) SEM of the cross-section of pure Ti coating.
The cold spray deposits coatings via a combination of local metallurgical bonding and mechanical interlocking caused by plastic deformation between the particles and at the particle-base material interfaces. This allows for the avoidance of various defects, such as oxidation, grain growth, and phase transformations, which are frequently encountered in high-temperature depositions in both the coating and base material
[43][53]. This makes the cold spray process ideal for depositing heat-sensitive or oxidation-sensitive metal materials, as well as enhancing or repairing such materials. Lightweight alloys (e.g., Ti alloys, Al alloys, Mg alloys), amorphous alloys, and nanocrystalline alloys are susceptible to reactions and phase transitions at high temperatures.
5. The Opportunity of Cold Spray for Fabricating Burn-Resistant Ti-Based Coating
Cold-sprayed Ti-alloy coatings exhibit oxygen content similar to that of raw powder materials, effectively preventing titanium oxidation
[44][54]. However, in comparison to face-centered cubic (FCC) phase metals such as Cu and Al, titanium possesses higher yield strength but limited plastic deformation capability, particularly in the case of α-Ti with a hexagonal close-packed (HCP) structure. This leads to incomplete particle deformation and high porosity in cold-sprayed Ti-based coatings, thereby restricting their application. For instance,
Figure 37d illustrates the presence of pores in a cold-sprayed pure Ti coating
[45][55].
Two strategies are proposed, which include: (1) to improve the compactness of Ti-based coating, which can be achieved by optimizing spraying process parameters
[46][57], adding a hard reinforcing phase
[47][58], and in-situ shot peening
[48][59]; (2) to use its porous structures to develop functional surfaces, such as artificial tooth roots, implants such as hip and knee joints, etc
[49][60]. As the Cu particles that are completely deformed fill the gaps of Ti particles to obtain a compacted coating structure, the method of the cold spray of Ti-Cu mixed powder is more appropriate for preparing Ti-Cu bimetallic precursor coating. The tight interfacial bonding between the particles is favorable for the interdiffusion of Ti and Cu during the heat treatment. However, the strain rate of the plastic deformation of the particles during the cold spray deposition is as high as 10
8~10
9 s
−1. Further, large strain and high strain rate of the plastic deformation produce supersaturated vacancies and a large number of dislocations in particles, which is conducive to the movement and diffusion of atoms and has an important impact on the evolution of the coating microstructure. For example, the redistribution of Mn and Ni along the grain boundaries was found in the cold spray of FeCoNiCrMn high-entropy alloys
[50][61], which enriches the understanding of the evolution mechanism of the alloy micro-structure under extreme deformation. However, the influence mechanism of the supersaturated vacancies and massive dislocations introduced due to the large strains and high strain rates of plastic deformation in the particles on the diffusion and reaction-diffusion process after the cold spray process is yet to be explored.
As there is no reaction between different raw materials, the cold spray technology has advantages in composite coating and multi-metal coating deposition. Nevertheless, directly spraying the mixed powder of Ti and Ti
2Cu to prepare Ti + Ti
2Cu composite coating is not an ideal method. Initially, adding a hard reinforcing phase reduces the Ti coating porosity; however, it cannot obtain a high-density structure. For instance, Ti-TiC
[51][62], Ti6Al4V-TiC
[52][63], Ti6Al4V-CoCr
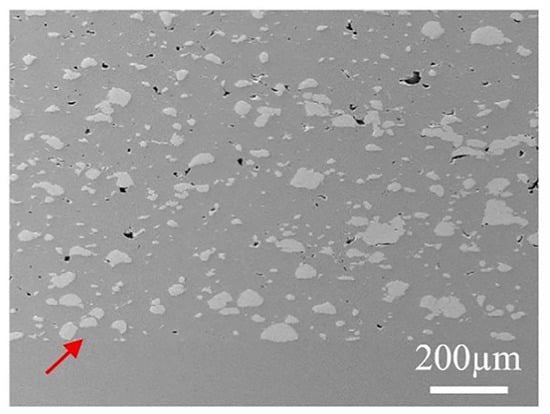
[53][64], and other coatings still result in significant pores (
Figure 48), especially at the interface between hard particles and Ti.
Figure 48. SEM micrographs of cold sprayed Ti6Al4V–CoCr composite coating with pores. The arrows indicate the interface between the coating and substrate
[53][64].
The investigation of producing composite coatings containing intermetallic compounds via low-temperature post-heat treatment of cold-sprayed bimetallic coatings has been explored in various systems, including Al-Ni, Ni-Ti, Fe-Al, and others.
Furthermore, heat treatment of a Ni-Al bimetallic precursor coating may lead to the formation of Ni
3Al, NiAl, and NiAl
3, with an augmented increase in porosity observed particularly in cases of low Al content and high heat treatment temperatures
[54][70]. However, heat treatment of Ni-Al bimetallic precursor coating can also result in the formation of NiAl
3 and Ni
2Al
3 without affecting the porosity
[55][71].
The formation of the pores during the heat treatment is related to the formation conditions of intermetallic compounds, and the mechanism is yet to be further explored. An important reason for the formation of pores is the Kirkendall effect. Due to the difference in the diffusion rate of the materials in which the solid-state phase transition occurs, vacancy easily accumulates on the side of the constituent element with the faster diffusion rate in the diffusion couple. However, the vacancy will be gradually exhausted on the side of the constituent elements with a slower diffusion rate. If the accumulated vacancy cannot be effectively dissolved into the lattice, the supersaturated vacancy will form pores on the side of the constituent elements with a fast diffusion rate. Considering the Ti-Al system as an example, it is observed that the Al-Al metal bond energy is smaller than the Ti-Ti metal bond energy. Therefore, the Al self-diffusion rate is greater than the Ti self-diffusion rate.
The Ti-Cu system shows a contrasting behavior to the Ti-Al system in terms of density. The intermetallic compound Ti
2Cu formed from the reaction-diffusion of the Ti-Cu bimetallic precursor coating is less dense than the Ti-Cu mixture, which means that the density difference causes the material to expand. This can offset the Kirkendall effect’s contribution to pore formation to some extent. By utilizing the negative density difference between the solid-state phase transition products and reactants in the Ti-Cu system and implementing measures to prevent Kirkendall voids (such as controlling the size of Cu particles, which reduces the diffusion rate), a dense intermetallic compound-enhanced composite coating can be produced from the Ti-Cu bimetallic precursor coating after reaction-diffusion.
A solid-state method that combines cold spray deposition and reaction-diffusion techniques is an effective way to produce burn-resistant coatings on Ti alloys. The low temperature during the cold spray deposition process minimizes thermal impact on the Ti alloy base material and allows for in-situ repair and rapid deposition of ultra-thick coatings with large particles. Mixing Ti and Cu powder and depositing it through cold spray can fill gaps in Ti particles with deformed Cu, leading to a compacted coating structure with reduced porosity. The local metallurgical bonding and mechanical interlocking between Ti and Cu particles promote interdiffusion and affect the volume expansion caused by the density difference between solid-state phase transition products and reactants, thus affecting the growth of Ti
2Cu.
The cold-sprayed particles on the surface contain a higher concentration of defects, such as vacancies and dislocations, compared to their interior. During the low-temperature heat treatment in the reaction-diffusion process, residual compressive stress is released from the coating. The size of the cold-sprayed particles also affects the element diffusion distance and the growth of Kirkendall voids during the reaction-diffusion process. These factors contribute to a unique micro-structure evolution mechanism in the reaction-diffusion process of the cold-sprayed bimetallic precursor coating.
6. Post-Treatment of Cold Sprayed Ti-Based Coatings
As mentioned earlier, the cold spraying technology has significant advantages and broad prospects for the preparation of titanium-based flame retardant coatings for aero-engines. However, the cold-sprayed layer still has problems such as residual stress, porosity, coating bonding strength, wear resistance, and corrosion resistance. It is necessary to eliminate the defects of cold-sprayed coatings and enhance their bonding strength, wear, and corrosion resistance through post-treatment processes.
Post-treatment methods to improve the performance of cold spray coatings mainly include heat treatment and mechanical treatment, of which heat treatment mainly includes laser sintering, annealing treatment, and so on. The existence of microscopic voids in the cold spray coating and the bonding strength with the substrate are the key factors affecting its corrosion and wear resistance
[56][57][74,75]. T. Marrocco et al. melted the surface of the titanium-based cold spray coating by laser and found that the microscopic voids and defects in the coating were significantly reduced after the laser treatment, which effectively improved the corrosion resistance of the cold spray coating. However, the laser melting treatment of the coating surface will inevitably bring about the problem of high temperature and a negative impact on the coating and the substrate.
Mechanical treatment is mainly friction stirring (FSP), which, as a new solid-state processing technology, is a variant of friction stir welding (FSW), which can change the organization and mechanical properties of materials by friction of the heat generated by the material and violent deformation
[58][82]. Therefore, FSP offers a great possibility to eliminate the defects of cold-sprayed coatings.
7. Conclusions
The utilization of cold spray deposition in conjunction with low-temperature heat treatment presents a promising solution to enhance the flame-resistant properties of Ti alloys. TheOur findings demonstrate the potential of this approach to develop high-performance intermetallic compound-enhanced metal matrix composite coatings. This innovative strategy allows for the formation of a well-bonded coating with superior thermal and mechanical properties, effectively minimizing the risks associated with spontaneous combustion. This approach offers several advantages, including improved adhesion, reduced porosity, enhanced thermal stability, and resistance to aggressive combustion environments. Furthermore, the integration of intermetallic compounds within the coating matrix provides an additional layer of protection against thermal effects and combustion hazards. The development and application of high-performance intermetallic compound-enhanced composites based on the proposed bimetallic coating approach hold great promise in various industries that require materials with excellent flame-resistant properties. These industries include automotive, power generation, and chemical processing, where the prevention of spontaneous combustion is of paramount importance.