Industry 4.0 is the latest technological age, in which recent technological developments are being integrated within industrial systems. Consequently, maintenance management of current industrial manufacturing systems is affected by the emergence of the technologies and features of Industry 4.0 which need to be integrated efficiently.
- maintenance management systems
- Industry 4.0
1. Introduction
1.1. Maintenance Management
According to the European Committee of Standardization [11], maintenance management “includes all activities that determine the maintenance objectives, strategies, and responsibilities, and implementation by such means as maintenance planning, maintenance control, and the improvement of maintenance activities and economics”. Maintenance was considered a nightmare in past decades due to the application of corrective maintenance only [12]. In this process, maintenance mainly involved repairing and replacing things when needed, without planning, scheduling, or optimisation, combined with a lack of awareness of machine downtimes and behaviour. After that, maintenance activities became an independent function in most factories instead of being a production sub-function [13]. According to Duffuaa and Raouf [14], maintenance management systems consist of three major functions: planning, organisation and control. As depicted in Figure 1, planning activities include strategic maintenance alliances, in which the maintenance department should have its strategic maintenance plans comply with the strategic objectives of the company, such as outsourcing, organisation, and support.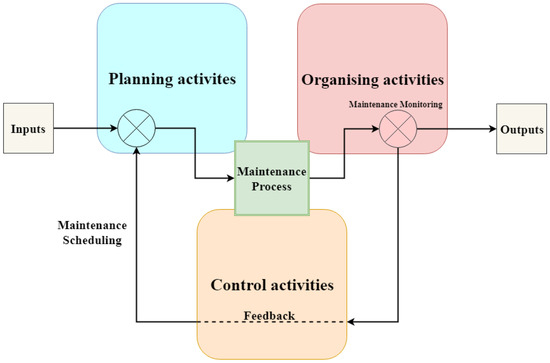
1.2. Industry 4.0
1.2.1. Industry 4.0 Technologies
The Internet of Things (IoT) represents the system in which elements in the material world, such as machines, equipment, and devices, communicate with each other and with cyber elements, such as software and data [1][29][1,34]. The main characteristic of IoT is the strongly decentralised and heterogeneous digital information exchange between devices connected in a network. IoT offers the possibility of providing an instant response to any request from surrounding objects or environments [30][35].
Cloud computing comprises online resources, such as servers, applications, and networks, to offer regular services that require more investment and resources to operate locally. Cloud computing is commonly used nowadays for its efficiency, cost-effectiveness, stability, and high-power availability, if needed [31][38]. Moreover, cloud computing is one of the main infrastructures for big data. Big data is related to the development of the Internet and connectivity, which have generated production-related data in large volumes, with high velocity, variety, and veracity. Such data require more sophisticated systems that can handle, analyse, and transform them into useful knowledge. Data obtained with IoT devices are analysed, only meaningful information is extracted, and knowledge is transferred efficiently to support business activities [1]. Simulation has become an important tool in Industry 4.0 contexts. It is a powerful computational tool for designing, analysing, and understanding the behaviour of complex systems; it plays a key role in the successful implementation of digital manufacturing [32][33][39,40]. Artificial intelligence (AI) is considered one of the primary keys to transforming manufacturing systems in the era of Industry 4.0. Through the integration of IoT, big data, and AI tools, manufacturing systems are able to make factual decisions by real monitoring and analysis of their processes through real communication modules to coordinate and monitor all activities between machines, people, sensors, and other parts of the manufacturing system [34][43]. Meanwhile, machine-learning (ML) techniques are used in real-life scenarios to predict the future behaviour of systems [35][44]. The most suitable algorithm can be chosen based on the given computational power, memory resources, and the number and quality of the data to be analysed [36][45]. Cyber–physical systems (CPSs) comprise environments in which the physical world, including machines, warehousing, and whole manufacturing systems, are transformed into the cyber world through network devices [3], where both the cyber and the physical parts interact. Exhaustive connectivity, supported by supercomputing power, has enabled such systems to gather and process real-time data and control production processes instantly.1.2.2. Industry 4.0 Features
Interconnection refers to the interconnection between different elements in a value chain. An example is interconnection between machines that handle similar work to coordinate the flow of products and avoid downtime or production delays. The product can inform the machine about the kind of operation to perform. Such interconnection elevates intelligent production. Similarly, products are smart and connected; once a product is produced in a machine, the next machine is well-informed jointly with the conveyor or the logistics robot responsible for transporting the product to the location of the next production process [37][53].
Interoperability is a crucial feature in Industry 4.0; it is the ability of two different systems to communicate with each other and make mutual use of their functionalities according to basic and common technological standards [6]. Therefore, machines, products, suppliers, and customers are integrated through a common language. Interoperability is vital for the effective operation of IoT, as every machine should have an interoperability standard that makes communication with other machines possible [29][34]. Integration is the process of combining all elements of the production system, including machines, products, and control systems, using sensors and actuators, and connecting these elements with other key players, such as customers, suppliers, logistics, transportation, maintenance, and production management [38][33].2. Maintenance Management in the Context of Industry 4.0
Various technologies are being used in manufacturing systems, but new concepts of integration can transform production and other related systems, such as maintenance. The full integration of such technologies can transform manufacturing cells and other supporting systems, such as maintenance engineering, to operate as fully integrated and automated systems with higher performance and greater efficiency.
2.1. Aligning Maintenance Management and Industry 4.0 Technologies—Trending Concepts and Integration-Assisting Tools
As explained earlier, Industry 4.0 is an umbrella term for several newly developed technologies, such as IoT, cloud computing, big data, simulation, AI, and CPSs. The adaptation of Industry 4.0 is vital at many managerial levels in manufacturing systems. To facilitate this, an implementation strategy is needed to digitalise manufacturing systems and their support systems, such as maintenance planning and scheduling. This can be achieved by the successful integration of new ICT technologies and big data capabilities through CPSs, which can enable significant improvements in maintenance throughout manufacturing systems. The transformation from current maintenance systems to digital maintenance complying with Industry 4.0 requirements needs recommendations and instructions to be generated, as in Fusko et al. [39][64]. Moving forward to digital or smart factories, the following Industry 4.0 factors present the main triggers of such transformation: real-time data collection through sensory or condition-monitoring systems, data-processing methods to ensure the accuracy and quality of collected data, and, finally, prediction models to prevent failures and update information. Smart and predictive maintenance are the main concepts used in smart factories [40][108], where many production and maintenance tasks need to be managed simultaneously, such as data collection and evaluation, resource availability, production, maintenance, and quality control. To increase the effectiveness of production processes in terms of maintenance, reduce the workforces required, and increase the effectiveness of management and planning processes, total productive maintenance (TPM) practices were digitalised by Tortorella et al. [41][65], who derived five case-based research propositions.2.1.1. Predictive Maintenance (PdM)
The predictive maintenance approach is the focal point of recent AI applications in the context of Industry 4.0. ML algorithms help detect and predict failures before their occurrence to avoid unplanned shutdowns and predict the remaining useful life (RUL) of equipment. Machine-learning methods also support the scheduling of maintenance activities through combined IoT technology to reduce downtime and maintenance costs and increase machine availability [42][43][44][45][63,109,114,117]. PdM can also be implemented using digital twins [46][115]. To connect the predictive maintenance concept with Industry 4.0 technologies, Li et al. [47][75] introduced a framework for predictive maintenance to analyse and predict faults in a machining centre. The framework included data acquisition, data pre-processing, fault diagnosis, and prognosis based on ANN, performance analysis, and maintenance schedule optimisation. Similarly, Tran Anh et al. [48][82] presented a PdM strategy applied in an automotive manufacturing company to cope with Industry 4.0 requirements, focusing on its impact on maintenance optimisation, in addition to the financial situation. ML algorithms and data-driven modelling are widely used for failure prediction [49][116]. A PdM model using the ML technique (Bayesian Filter) was developed by Ruiz-Sarmiento et al. [50][79] to predict the gradual degradation of machinery in a rolling process and then apply maintenance actions. Similarly, Paolanti et al. [51][80] used a random forest approach for PdM. The required data were collected from the sensory system and the machine’s PLC, while the communication protocols were set using Microsoft Azure. The results showed that the developed PdM predicted machine statuses efficiently and with high accuracy. Kiangala and Wang [52][83] suggested an experimental design for a PdM framework to detect the deterioration in conveyor motors in small manufacturing firms. To classify abnormalities into those that are production-threatening and those that are not, an ML classification model was built using time-series imaging and a convolutional neural network (CNN) to increase the accuracy of classification combined with parameterised rectifier linear units to improve the performance of the model. Moreover, principal component analysis (PCA) was applied to the multivariate time series to reduce the dimensions to two channels. The experimental results showed that this PdM framework was better in terms of performance and accuracy than the traditional approaches. Moreover, data-driven models can be used to develop architectures for PdM. Thus, Calabrese et al. [53][81] used such a model combined with machine-learning algorithms in an industrial woodworking machine to predict failure probabilities and the RUL of the machine. The proposed method was tested and showed high effectiveness in reducing machine downtime. Lastly, it was deployed in a big data framework to monitor multiple connected machines. It is worth mentioning that the prediction is a valuable source of information that can be used in maintenance management systems. PdM is considered the central concept of integration; in fact, different concepts connected with it were found in the literature. Ferreira et al. [54][66] utilised a CPS in sheet-metal-working machinery to achieve a full proactive maintenance system; three approaches were employed: (1) component failure detection using various detection means and models; (2) component failure prediction, depending on data collected from the sensory system, and then prediction of the RULs of the machine and its components, as well as potential failures before their occurrence; and (3) component failure diagnosis to identify the root causes of problems. These approaches utilise empirical models to help technicians diagnose problems. Pilot implementation of the framework was realised, and the result was a CPS integrated with the maintenance system (combined predictive and proactive maintenance). In terms of asset management, as a central part of a maintenance management system, Toeh et al. [55][89] presented an integrated predictive-maintenance-based machine-learning model in fog computing to manage assets (physical, virtual, and human resources), using a genetic algorithm (GA). Fog Workflowsim was used to simulate time and costs and to evaluate the performance of the GA, along with other methods, such as MinMin and MaxMin. Logistic regression as a supervised machine-learning algorithm was used to build the predictive maintenance model that reached 95.1% training and prediction accuracy. To support low-skilled technicians in performing maintenance tasks and procedures by utilising AR and computer vision (CV) techniques, Konstantinidis et al. [56][94] described a model called the Augmented Reality Maintenance Assistant (MARMA) that is able to generate maintenance instructions and support technicians. Additionally, integrating Industry 4.0 technologies and maintenance practices in the aeronautical industry is widely discussed to address how Industry 4.0 impacts maintenance. “PdM4.0” is a new concept defined by researchers using different approaches to implement PdM in Industry 4.0 environments. Sahba et al. [57][76] proposed a novel framework for PdM based on the advanced Reference Architecture Model Industry 4.0 (RAMI 4.0) that aims at reducing the maintenance and operation-associated costs in broadcasting chains. RAMI 4.0 is a model demonstrating features of technical assets and the concepts of Industry 4.0. The proposed framework, called PdM4.0, succeeded in increasing the stability of the broadcasting system and decreasing maintenance costs. Finally, in terms of reducing associated maintenance costs, various studies have focused on developing low-cost PdM models. Sezer et al. [58][71] developed an Industry 4.0 (CPS) architecture for low-cost predictive maintenance for small and medium manufacturing enterprises. In the developed CPS architecture, the temperature and vibration variables of a CNC machining process were measured. Accordingly, a regression tree model was used to predict the quality of the machined parts and then to reject or accept them based on the quality threshold and the correlations between temperature, vibration, and roughness.2.1.2. Maintenance 4.0
Recent studies have investigated “Maintenance 4.0”, which term is used to describe the latest trends in maintenance management to meet the integration requirements of Industry 4.0 and the sustainable development aspects [59][98]. It was found that Maintenance 4.0 involves the use of advanced analytic methods not only to predict failure (predictive maintenance) but also to avoid such failures and optimise maintenance schedules and resources (prescriptive maintenance). In other words, Kumar and Galar [60][99] stated that Maintenance 4.0 uses advanced technologies to perform predictive analytics and generate solutions through the integration of maintenance practices that deal with data collection, processing, analysis, visualisation, decision making, and Industry 4.0 technologies and features. On the other hand, Maintenance 4.0 enables the effective use of ICT platforms, such as ERP and CMMS, to manage the whole maintenance management system at all levels [61][118]. Smart and sustainable maintenance is the key element in maintenance 4.0, where the integration of digital technologies enables instant access to the real-time detailed information required and manages asset life cycles [62][119].2.2. Applications
The integration process of Industry 4.0 technologies and maintenance systems can be found in many application areas in the automotive, aerospace, and machining industries. In addition, chemical industries, including oil and gas, services such as broadcasting chains, and transportation and wind energy industries are also involved in such integration. The main applications of such integration are summarised in Table 12.
| Article | Automotive Industry | Chemicals, Oil, and Gas | Machining | Aircraft Industry | Railway Transportation and Wind Energy | Services |
|---|---|---|---|---|---|---|
| [54][66] | X | |||||
| [63][67] | X | |||||
| [58][71] | X | |||||
| [64][73] | X | |||||
| [65][74] | X | |||||
| [57][76] | X | |||||
| [66][77] | X | |||||
| [50][79] | X | |||||
| [51][80] | X | |||||
| [48][82] | X | |||||
| [52][83] | X | |||||
| [67][85] | X | |||||
| [68][87] | X | |||||
| [69][88] | X | |||||
| [70][90] | X | |||||
| [71][92] | X | |||||
| [56][94] | X | |||||
| [72][95] | X | |||||
| [73][96] | X | |||||
| [74][97] | X | |||||
| [75][100] | X | |||||
| [44][114] | X | |||||
| [49][116] | X | X | ||||
| Total | 23 | |||||
3. Conclusions
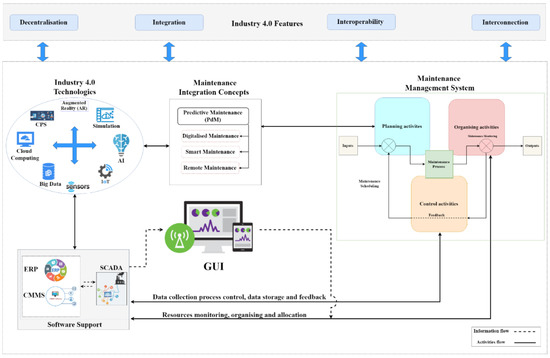
Figure 25 summarises the connections between Industry 4.0 technologies and features and maintenance integration concepts found in the examined literature and the maintenance management system model adopted.