Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Isuru Sandeepa Deegoda and Version 2 by Dean Liu.
Cellulose is a widely available organic material primarily sourced from wood and also present in various plant fibers like banana, coir, bamboo, etc. Its structure consists of a linear chain of two anhydroglucose molecules covalently bonded through an oxygen atom, with repeating units of 10,000 to 15,000 times.
- organic fiber
- asbestos
- fiber cement
- sustainability
1. Fiber Availability and Production
Using wood fibers as reinforcement in cement sheets has successfully changed the FC industry [1][2]. Since it has been found that softwood (Pinus radiata) has higher strength than hardwood (Eucalyptus regnans) fibers in FC composites, researchers have focused more on the development of softwood (Pinus radiata) fibers [2][30]. In Sri Lanka, the Forest Department planted 23,000 hectares (230 × 106 m2) of pine trees (mainly Pinus caribaea) between 1953 and 1983 to overcome the timber shortage [3][31]. These plantations are retained as forests, impacting wildlife and hydrology [4][32]. Therefore, these woods can be used to produce organic fibers.
Banana fibers are obtained from the stem of the banana plant (Musa sapientum). Nearly 60,000 hectares (600 × 106 m2) of land are used for banana farming in Sri Lanka. In a hectare, around 3000–5000 plants are cultivated [5][33]. After harvesting, most of these plants are disposed of as waste [6][20]. This agricultural waste can be utilized to produce fibers. Using recycled agricultural waste materials in buildings is a reliable option for attaining sustainability. Furthermore, banana fibers have a high resistance to seawater and are used to strengthen marine structures [7][34].
Bamboo comprises lignocellulosic-based organic fibers and resembles a perennial grass in nature. It is generally found in the native vegetation of many tropical and subtropical locations worldwide, and the world’s bamboo fiber production is estimated to be about 30 million tons per year [8][35]. Bamboo has drawn the attention of scientists and engineers for use as reinforcement in cementitious composites due to its durability and high availability.
Most tropical nations currently produce raw coconut fibers for a low price, and that fiber can be treated using simple techniques. 250,000 tons of coir fiber is produced globally [7][34]. According to Rohit and Dixit [7][34], India and Sri Lanka export coir fibers at a proportion of almost 90% of the total global production. Those fibers are still used in traditional coir products such as brushes, ropes, and mats [7][34]. Hence, many researchers focus on applying coconut coir fiber to reinforce FC composite to produce low-cost building materials, especially for developing countries.
2. Fiber Treatment
Chemical treatments can improve the strength and cleanliness of organic fibers. Such treatments enhance wettability, remove impurities, and increase the strength of fibers, leading to better performance. Chemical treatments can enhance the adhesion between the fibers and matrix, which improves strength and durability [9][36]. Organic fiber treatments proposed in different studies are listed in Table 1.
The pulping process—which can be based on chemical (kraft process) treatment, the thermomechanical process (TMP), or a mix of the two—reflects the characteristics of the cellulose pulp fibers extracted from wood [10][37]. Campbell and Coutts [10][37] investigated the effect of the pulping method on the strength of wood fibers. It was noted that cellulose pulp fibers produced using the kraft process have 300% higher tensile strength than those from the TMP. Moreover, it was identified that the treated wood fiber outperformed untreated fiber in certain chemical treatments and fiber–cement combinations [11][38]. Pehanich et al. [11][38] noted that 0.25–0.75% silane treatment resulted in the highest modulus of rupture (MOR) values for kraft fiber–cement specimens. However, treated newspaper fiber–cement composites showed the highest average modulus of elasticity (MOE) values with N silicate treatments. It was noticed that the effectiveness of the treatments varied depending on the fiber type [11][38].
Jagadeesh et al. [12][39] identified that alkali-treated banana fibers have 100% higher tensile strength than untreated fibers. Increased surface roughness from alkali treatment improves mechanical bonding and reduces water absorption in banana fibers [12][39]. Furthermore, a 5% concentration of sodium hydroxide was applied by Akinyemi et al. [13][40] to treat the surface of banana fibers, resulting in reduced cellulose and lignin content and improved surface roughness for enhanced bonding with the matrix. Using a microstructural analysis, it was noticed that the banana fibers exhibited calcium silicate hydrate (C-S-H) encapsulation, bridging the gap between the fiber and cement matrix. Moreover, the alkaline treatment caused the surface of the banana fiber to become hollow and rough, indicating a reduction in cellulose and lignin. This roughened surface facilitated the filling of cement hydrate products, leading to optimal strength compared to other treatments [13][40].
Bamboo fibers that have been microwave-assisted treated with sodium hydroxide and hot-water-treated were used by Akinyemi et al. [14][41] to reinforce cement composites. As a result of enhanced interfacial adhesion between the cement matrix and the bamboo fibers, a 10% concentration of sodium hydroxide was adequate to improve the tensile strength compared to other trial treatments. Furthermore, the glycerol-modified bamboo-fiber-reinforced cement composites showed considerably better flexural strength and a lower amount of drying shrinkage than aluminate-ester-modified bamboo fibers [15][42]. Onyekewere et al. [16][43] noted that acetylation treatment significantly reduced the water absorption of bamboo fibers, with up to a 151% reduction, making it more effective than other treatment methods. Additionally, Sheng et al. [17][44] identified that a 0.2% potassium permanganate treatment improved elongation at flexural deformation, and composites with treated bamboo fibers exhibited remarkable water resistance capabilities.
As pretreatment for coir fibers, it was discovered that boiling in water for 2 h was enough to remove water-soluble compounds such as sugar [18][45]. According to that study, Asasutjarit et al. [18][45] observed that washed and boiled coir fiber had a large amount of lignin. Therefore, boiled and cleaned coir fiber is stiffer. Similarly, Moura et al. [19][46] noted that the hot-water TMP is preferred for coconut coir fiber due to its mild nature and absence of aggressive solvents or chemicals. Furthermore, the study conducted by Arsyad et al. [20][47] revealed that 20% sodium hydroxide treatment increased the tensile stress of coconut fiber, while potassium permanganate treatment decreased it. However, it was found that both sodium hydroxide and potassium permanganate treatments improved the compatibility between the coconut fiber and the matrix. Furthermore, Brigida et al. [21][48] concluded that hydrogen peroxide treatment is suitable for removing undesirable waxes and fatty acids on the fiber surface. Moreover, many researchers have treated coir fibers with alkali, potassium permanganate, and fiber hybridization to upgrade the fiber properties [22][49].
Among these treatment methods, 5–10% alkali treatment can be identified as a more productive method for enhancing fiber–matrix adhesion and dimension stability. However, the effectiveness of the treatments varied depending on the fiber type. The effect of these treatments on durability is discussed in the later part of this article.
. A coconut coir fiber is typically around 350 mm in length, with a diameter ranging from 0.12 to 0.25 mm, and it has a density of approximately 1250 kg/m3 [41][68]. Other than that, with the ability to withstand 4–6 times greater strain than other fibers, coconut coir fibers have the highest toughness of any known organic fiber [42][69] since it is known for having a high amount of lignin coating [41][68].
The mechanical properties of the discussed organic fibers are listed in Table 2. Chrysotile fiber has a greater tensile strength and modulus than the discussed organic fibers. However, using different fiber content and fiber lengths, the required properties can be developed in FC composites [43][28].
Table 2. Physicomechanical properties of organic fibers compared to chrysotile.
| Fiber Type | Critical Fiber Length (mm) |
Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation to Break (%) | References | |||
|---|---|---|---|---|---|---|---|---|
| Chrysotile fiber | 1.0–5.0 | 3060–4480 | 160 | - | [43][28] | |||
| Wood (pinus radiata) | 2.0–4.5 | 500–1000 | 7–70 | 0.5–1.4 | [10][43][28,37] | |||
| Banana | 2.7–5.5 | 600 | 17–18 | 3 | [38][44][45][65,70,71 | |||
| Fiber hybridization | [25][52] | |||||||
| ] | ||||||||
| Bamboo | 2.1–2.9 | 540–630 | 11–17 | 2 | [39][40][45][66,67,71] | Silane treatment | [11 | |
| Coconut coir | ][38] | |||||||
| 5.0–10.0 | 94–159 | 1.2–1.8 | 20–67 | [ | 36][41][42][63,68,69] | Banana | Hot-water immersion | [26][53] |
| Alkali treatment | [12][13][39,40] | |||||||
| Fiber hybridization | [27][54] | |||||||
| Bamboo | Acetylation | [16][43] | ||||||
| Alkali treatment | [14][41] | |||||||
| Modified by glycerol | [15][42] | |||||||
| Permanganate treatment | [17][44[28],55] | |||||||
| Hot-water immersion | [14][41] | |||||||
| Coconut coir | Hot-water immersion | [18][19][45,46] | ||||||
| Alkali treatment | [20][29][47,56] | |||||||
| Permanganate treatment | [20][47] | |||||||
| Fiber hybridization | [30][57] | |||||||
| Peroxide treatment | [21][48] |
3. Physicomechanical Properties of Organic Fibers
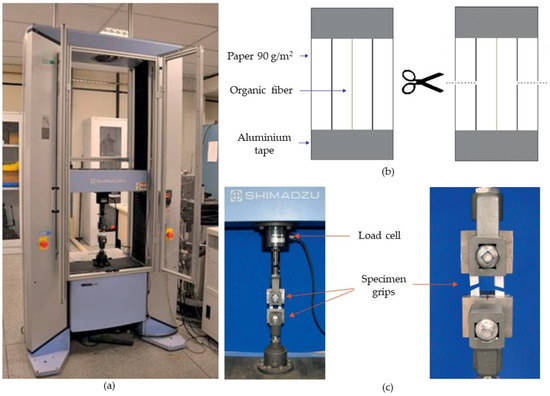
In order to measure the tensile strength of a single organic fiber, a microtensile test is conducted [31][58]. It is performed using a modern microtensile tester or a universal tensile machine (Figure 13) following ASTM D3822 [32][59] and ASTM C1557 [33][60] requirements nowadays [34][35][61,62]. The cross-section of the fibers for tensile strength calculations is measured using an optical microscope [36][63]. Since the irregularity of the cross-section along the organic fiber will give inaccurate properties with a high standard deviation, Hu et al. [34][61] developed an improved tensile testing method with two approaches: fiber selection and cross-section area determination.
Similarly, in the research conducted by Aveston [37][64], the tensile strength of chrysotile fibers with a length of 3 mm was evaluated using an “Instron” testing machine. The testing procedure involved gluing the fibers with “Araldite” to the flat’ centers cut in the ends of a pair of 4.8 mm diameter brass rods. These rods were aligned in a jig at the desired gauge length. After the glue had set, the rods were inserted into special mountings on the “Instron” machine and secured in place with set screws. Finally, the jig was removed, and the tensile strength of the chrysotile fiber was determined using a cross-section head speed of 0.1 mm/min [37][64].
Campbell and Coutts [10][37] measured kraft wood fibers with a cylindrical shape with tapered ends exhibiting a length-to-diameter ratio ranging from 50 to 60, and it was found that the tensile strength was between 500 and 1000 MPa. Moreover, banana fiber has length properties (2.7–5.5 mm) and a tensile strength of 600 MPa, almost similar to wood fibers [38][65]. Similarly, Xie et al. [39][66] utilized bamboo cellulosic fibers with a length ranging from 2.1 to 2.9 mm and a diameter ranging from 8.5 to 17.7 mm. Additionally, Chen et al. [40][67] measured the tensile strength of chemically and mechanically isolated 20 mm length bamboo fiber strips gripped with wood slices. It was noted that the tensile strength of the chemically isolated bamboo fibers could reach 600 MPa [40][67]