Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 2 by Fanny Huang and Version 1 by Amit Kumar.
Carbon Nanotubes (CNTs) replace the copper windings in the transformers and has high operating range variations with the frequency. CNTs with composites such as aluminium and copper increase the electrical and mechanical characteristics of the windings.
- carbon nanotubes
- carbon nanotube composite materials
- mechanical properties
1. Introduction
The material’s mechanical properties must consider replacing conventional materials with new materials. Any material’s tensile strength and stiffness decide the electrical wires’ strength and elasticity. The minimum tensile strength of conventional cables used in electrical machines is 43 Gpa [21][1].
The uniform initial strains and length of CNTs (Carbon Nanotubes) and CNT composite materials increase their tensile strength to 89 Gpa, two times the conventional material’s tensile strength. The stiffness of copper and aluminium is 48 Gpa and 69 Gpa, respectively. Moreover, the stiffness of the CNT fibre is 46.56 Gpa [21,79][1][2]. The stiffness of the CNT fibre is nearly equal to that of copper and has more elasticity (3.67%) than copper wires. Several CNT composite materials’ tensile strength and stiffness are given in Table 1 with various manufacturing techniques [80][3].
Table 1.
Mechanical properties of CNT and CNT composite materials.
| Fibres | Linear Density (Tex) |
Volume Density (gcm−3) | Mechanical Properties | Reference | |
|---|---|---|---|---|---|
| Tensile Strength (GPa) | Stiffness (GPaSG−1) | ||||
| PVB annealed at 400 °C | 5.01 | 0.47 | 0.0127 ± 0.0014 | 3.48 ± 0.28 | [81][4] |
| CNT–HNO3 | - | - | >4 | - | [82][5] |
| Wet spun CNT at 280 °C | - | - | 0.15 ± 0.06 | 69 ± 41 | [83][6] |
| Nitrogen deposited CNT fibre | - | - | 0.17 ± 0.07 | 142 ± 70 | [83][6] |
| 102% H2SO4 deposited | - | 0.87–1.1 | 0.116 ± 0.01 | 120 ± 10 | [84][7] |
| Vacuum annealed CNT at 1100 °C | - | - | 0.05–0.32 | 120 | [84][7] |
| CNT HSO3Cl, H2SO4 | - | 1.3 ± 0.1 | 1 ± 0.2 | 120 ± 50 | [85][8] |
| CNT deposited HSO3Cl and iodine | - | 1.4 | 0.116 ± 0.01 | 120 ± 20 | [86][9] |
| CNT/PVV | - | 1.3–1.5 | 0.15 | 9–15 | [28][10] |
| CNT–HCL annealed at 1000 °C | - | - | 0.65 | 12 | [28][10] |
| CNT annealed at 320–350 °C | - | - | 0.101 | 14.5 | [28,87][10][11] |
| CNT–HNO3 as coagulant | - | - | 0.11 ± 0.003 | 13 ± 1 | [74][12] |
| Metallic CNT | 0.03–0.05 | - | 0.17 ± 0.07 | 142 ± 10 | [74][12] |
| CNT oxidation at 400 °C | - | 0.28 | 0.32 | 1.14 | [88,89][13][14] |
| CNT–iodine doped at 200 °C | - | 0.33 | 0.64 | 1.94 | [90,91][15][16] |
| CNT–DW annealed at 200 °C | - | 1.8 | - | - | [90,91][15][16] |
| CNT–KAuBr4 | 0.35–0.9 | 0.38–0.84 | 0.65 | 18 | [92][17] |
| CNT–KAuBr4 (twisted) | - | 0.38–0.64 | 1.56–1.71 | 87 | [92][17] |
2. Thermal and Electrical Insulation Properties of Carbon Nanotubes Materials
The material’s thermal conductivity depends on the thermal diffusivity with a specific temperature and constant pressure. The thermal conductivity of the metals/materials mainly depends on water content, pressure applied to the material, and the physical properties of the materials. The cooling arrangement of the electrical machine winding primarily depends on the material’s thermal conductivity. The thermal conductivity of the materials increases with the increase in thermal diffusivity [21,93][1][18]. The high thermal conductivity of the material increases the efficiency of the wires. The thermal conductivity of copper is 385 W/m K. The thermal conductivity of aluminium varies from 88 to 251 W/m K. The thermal conductivity value of steel and silver are measured as 419 W/m K and 45 W/m K, respectively. Copper has high thermal conductivity and is an economical material compared to other conventional materials. The copper does not require additional cooling arrangements in the electrical machine windings [94][19].
The developing CNT and CNT composite materials’ thermal conductivity properties have yet to be analysed. The thermal diffusivity of MWCNT fibres and SWCNT fibres was explored during wiring. The SWCNT has a thermal diffusivity of 62 mm2 s−1, and the MWCNT fibre has a thermal diffusivity of 2.96 mm2 s−1. The thermal diffusivity of CNT composite materials varies with the temperature and manufacturing procedures; electrical conductivity is the main parameter of any material used in electrical machines [94,95][19][20].
The thermal conductivity of SWCNTs was analysed and measured as 3000 W/m K. This is much higher than conventional materials such as copper. MWCNT material CNT was also measured as 2000 W/m K. This is higher than the conductivity of the conventional material and lower than the SWCNT materials. The thermal conductivity of different composite materials with CNTs varies with the manufacturing process [96][21]. However, the thermal conductivity of simple CNT fibres was not measured because of the unavailability of measuring devices for nano fibres. Additionally, theoretical and experimental analyses still need to be proposed to understand the thermal diffusivity and thermal conductivity of the CNT fibres’ electrical conductivity [94,97][19][22].
The insulation is mandatory for the conducting materials/wires to prevent the leakage of current from the wires, to provide isolation during the multiple current-carrying conductors in the same terminal, to provide human safety issues, and to protect the current-carrying wires from external disturbances such as heat, water, and dust [98][23]. In addition, insulation prevents the current-carrying conductors from corrosion and protects the windings during short circuit conditions. The insulating materials are used to withstand the electrical, mechanical, and thermal stresses caused by the machines and external conditions. Insulating materials are non-metallic, organic or inorganic, uniform or heterogeneous in composition, and natural or synthetic. Most insulating materials are manufactured from resins, insulating films, etc. A wide variety of inorganic insulating materials such as glass, mica, and ceramics are used for electrical appliances. The insulating materials should have the properties of high dielectric strength, the ability to be sustained at elevated temperature, high resistivity or specific resistance, low dielectric hysteresis, good thermal conductivity, and a high degree of thermal stability [97][22]. The type of insulation material depends on the maximum temperature caused by the electrical machines. The size of the insulation materials not only depends on the electrical stress but also on the mechanical stress. For example, for the same operating voltage, thicker insulation has been used for large-size conductors and smaller-size conductors. The increase in temperature causes insulation failure, and the excessive temperature also affects the mechanical operating point of the machines. For example, the rising temperature changes the shape in commutator segments [99][24].
Figure 1 shows the relation between the temperature rise and the lifespan of the insulating material. The lifespan of the insulating material is expressed in Equation (1).
where Tufs is the lifespan of insulating material, and θ is the continuous temperature applied to the insulating materials (°C). As seen in Figure 1 and Equation (1), for θ = 90 °C, the lifespan of the insulating material is 22 years. If wresearchers increase the temperature to θ = 97 °C, the lifespan of the insulating material is reduced by almost 50% (11.6 years). If wresearchers increase the operating temperature θ = 150 °C, the lifespan of the insulating material is reduced to 36 days. Based on the operating temperature and materials used, the insulating materials are classified as class Y, A, B, C, E, and H. Since the initial days, class A types of insulating materials such as cotton, silk, and paper are immersed with dielectric oils and are used in electrical machines. In recent years, insulating materials such as mica, mica folium, fibrous glass, cotton fibres, polyamides, and synthetic resins have been used in modern electrical machines with high operating temperatures [85,99][8][24].
(1)
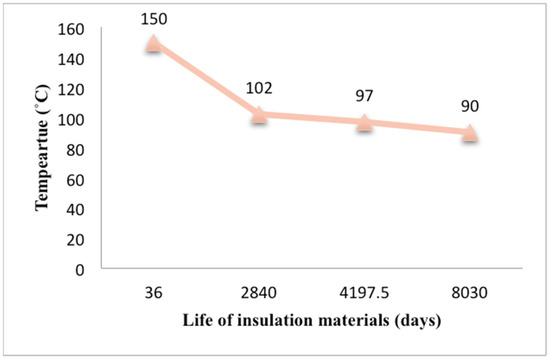
Figure 1.
Temperature rise–life curve of insulating materials.
Generally, polyvinyl chloride is used as the insulating material for conventional materials. Polyvinyl chloride can withstand a high temperature of 180 °C. However, simple CNT fibre insulation is much more complex than copper wires because of the high porosity structure of the CNT wires [100][25]. Heat shrink is an insulating material for small-length CNT fibres and small-scale applications. The ready-insulating materials are used for small-length CNT fibres [101][26]. The liquid polymers used in these methods minimize the electrical and mechanical properties of the CNT fibres. Therefore, to overcome the issues mentioned above, wet polyvinyl chloride is replaced with polyurethane materials with high viscosity materials.
CNTs are insulated with LDPE manufactured from first-grade polyurethane. LDPE is non-reactant at room temperature. It can be used as an insulator up to the temperature of 90 °C of electrical conductors and CNTs. Because of its low-density properties, it is easily breakable and increases the surface area. LDPE is highly resistant to chemical reactions [20][27]. However, further research is required for CNT insulation and LDPE materials at a high operating temperature of conductors. The polyurethane material withstands a temperature of 150 °C. Polyurethane costs less than polyvinyl chloride, which reduces the insulation cost of the CNT material to less than conventional materials. This method will be suitable for insulation material manufacturing for simple CNT fibre production, which should briefly place the study in a broad context and highlight why it is important [99][24].
3. Electrical Connection of Wires
The electrical connections of CNT fibres with other circuit elements need to be user-friendly. This electrical connection process must have low resistivity, be mechanically robust, have high reliability, and be cost-effective [99,102][24][28]. In addition, the connecting method must be suitable for simple nanowires and groups of nanowires. Recently, many connecting methods have been proposed for electrical connections of CNT fibres. Most of the proposed methods are based on ion beam lithography, which only suits high volume CNT fibres and is unsuitable for macroscopic CNT fibres [20][27]. Copper materials are used for electrical connections of CNT fibres with other circuit elements. However, these materials create considerable losses in CNT electrical conducting properties [24][29]. Graphite material was later used as connecting material in CNT fibre with a high temperature of 800 °C. This process is called brazing. During the procedure, only a tiny amount of power is consumed, which is more efficient than copper-connecting materials but requires a high temperature [99,103][24][30].
The higher conductivity material silver paint has been considered as a connecting material. In this process, silver nanoparticles are doped with organic solvent [105][31]. These silver paints provide low resistivity and high efficiency during the connecting process of CNT fibres with electrical elements. The drawback of silver paint is its high cost and poor mechanical performance. Even though this method has low resistivity, it is not applicable for medium- and high-scale industrial wire because of its manufacturing complexity [106][32]. Another method also approached for connecting CNT fibres is called electrical crimping. This method increases the connecting area between the CNT fibres and electrical elements by reshaping the CNT fibres. This method also reduces the material’s resistivity by adding metal to the CNT fibres. This method requires high pressure on the materials during the reshaping process, which might damage the electrical elements [30,99][24][33]. Carbon solder has been proposed with a temperature range of 350–450 °C. A standard soldering iron is used for the carbon solder, and this method provides low resistivity with high mechanical performance. All the above-mentioned processes are cost-effective with low resistance for CNT fibres compared to conventional metals [107][34].
4. Efficiency of Carbon Nanotubes Materials
The efficiency of any machine should be high to reduce the running cost of electrical appliances. In order to improve the efficiency of the machine, the magnetic and electrical loading should be reduced. However, reducing the machine’s running cost increases the machine’s investment cost by increasing the material cost [108][35].
The efficiency of conventional and non-conventional materials/wires mainly depends on the temperature variations of the material during a wide range of operating conditions [108][35]. The electrical machine wires are operated at different temperatures during various load conditions. The conventional material copper provides 100% efficiency at the maximum temperature of 120 °C. A temperature increase to 150 °C reduces the copper wire efficiency to 72%. Nearly 45% of the total loss is attributed to the copper wires in the electrical machines [106][32]. The power loss of conducting material can be calculated using Equation (2):
where I is the current carried by the conductor, R is the conductor’s resistance, δ is the current density of the conducting material, l is the conductor’s length, a is the conductor’s area, and ρ is the conductor’s resistivity [104][36]. The conductor power loss of the aluminium is 1.62 times that of copper for the same machine. The maximum efficiency of aluminium is 35%, which is lower than copper wire. The CNT fibres give 100% efficiency up to the temperature rise of 150 °C during variable load conditions. Among all the conventional and non-convention wires, the CNT fibres provide higher efficiency with increasing temperature [109][37].
(2)
The mechanical properties of different conventional and non-conventional materials were reviewed regarding thermal and electrical insulation and electrical connections of wires. The efficiency of materials was also analysed. It was inferred that CNT wires have high thermal and electrical insulation and good tensile strength compared to conventional materials. However, the CNT wires’ electrical wire connections with other circuit elements must be improved regarding low resistivity and reliability. During variable temperature conditions, the efficiency of CNT material is comparatively higher than that of copper and conventional materials.
References
- Koziol, K.; Vilatela, J.; Moisala, A.; Motta, M.; Cunniff, P.; Sennett, M.; Windle, A. High-Performance Carbon Nanotube Fiber. Science 2007, 318, 1892–1895.
- Zhou, J.; Sun, G.; Zhan, Z.; An, J.; Zheng, L.; Xie, E. Probing structure and strain transfer in dry-spun carbon nanotube fibers by depth-profiled Raman spectroscopy. Appl. Phys. Lett. 2013, 103, 031912.
- Wang, X.; Yong, Z.Z.; Li, Q.W.; Bradford, P.D.; Liu, W.; Tucker, D.S.; Cai, W.; Wang, H.; Yuan, F.G.; Zhu, Y.T. Ultrastrong, Stiff and Multifunctional Carbon Nanotube Composites. Mater. Res. Lett. 2012, 1, 19–25.
- Gangoli, V.S.; Barnett, C.J.; McGettrick, J.D.; Orbaek White, A.; Barron, A.R. Increased Electrical Conductivity of Carbon Nanotube Fibers by Thermal and Voltage Annealing. C 2021, 8, 1.
- Ma, J.; Tang, J.; Cheng, Q.; Zhang, H.; Shinya, N.; Qin, L.-C. Effects of surfactants on spinning carbon nanotube fibers by an electrophoretic method. Sci. Technol. Adv. Mater. 2016, 11, 065005.
- Zhang, S.; Koziol, K.K.K.; Kinloch, I.A.; Windle, A.H. Macroscopic Fibers of Well-Aligned Carbon Nanotubes by Wet Spinning. Small 2008, 4, 1217–1222.
- Vigolo, B.; Pénicaud, A.; Coulon, C.; Sauder, C.d.; Pailler, R.; Journet, C.; Bernier, P.; Poulin, P. Macroscopic Fibers and Ribbons of Oriented Carbon Nanotubes. Science 2000, 290, 1331–1334.
- Davis, V.A.; Parra-Vasquez, A.N.G.; Green, M.J.; Rai, P.K.; Behabtu, N.; Prieto, V.; Booker, R.D.; Schmidt, J.; Kesselman, E.; Zhou, W.; et al. True solutions of single-walled carbon nanotubes for assembly into macroscopic materials. Nat. Nanotechnol. 2009, 4, 830–834.
- Ren, Z.; Lan, Y.; Wang, Y. Aligned Carbon Nanotubes; Springer: Berlin, Germany, 2013.
- Behabtu, N.; Young, C.C.; Tsentalovich, D.E.; Kleinerman, O.; Wang, X.; Ma, A.W.K.; Bengio, E.A.; ter Waarbeek, R.F.; de Jong, J.J.; Hoogerwerf, R.E.; et al. Strong, Light, Multifunctional Fibers of Carbon Nanotubes with Ultrahigh Conductivity. Science 2013, 339, 182–186.
- Jee, M.H.; Park, S.H.; Choi, J.U.; Jeong, Y.G.; Baik, D.H. Effects of wet-spinning conditions on structures, mechanical and electrical properties of multi-walled carbon nanotube composite fibers. Fibers Polym. 2012, 13, 443–449.
- Zhao, Y.; Wei, J.; Vajtai, R.; Ajayan, P.M.; Barrera, E.V. Iodine doped carbon nanotube cables exceeding specific electrical conductivity of metals. Sci. Rep. 2011, 1, 83.
- Barisci, J.N.; Tahhan, M.; Wallace, G.G.; Badaire, S.; Vaugien, T.; Maugey, M.; Poulin, P. Properties of Carbon Nanotube Fibers Spun from DNA-Stabilized Dispersions. Adv. Funct. Mater. 2004, 14, 133–138.
- Li, Y.; Zhang, X.B.; Tao, X.Y.; Xu, J.M.; Huang, W.Z.; Luo, J.H.; Luo, Z.Q.; Li, T.; Liu, F.; Bao, Y.; et al. Mass production of high-quality multi-walled carbon nanotube bundles on a Ni/Mo/MgO catalyst. Carbon 2005, 43, 295–301.
- Chen, H.; Müller, M.B.; Gilmore, K.J.; Wallace, G.G.; Li, D. Mechanically Strong, Electrically Conductive, and Biocompatible Graphene Paper. Adv. Mater. 2008, 20, 3557–3561.
- Zhang, M.; Atkinson, K.R.; Baughman, R.H. Multifunctional Carbon Nanotube Yarns by Downsizing an Ancient Technology. Science 2004, 306, 1358–1361.
- Yang, X.; Liu, P.; Zhou, D.; Gao, F.; Wang, X.; Lv, S.; Yuan, Z.; Jin, X.; Zhao, W.; Wei, H.; et al. High temperature performance of coaxial h-BN/CNT wires above 1,000 °C: Thermionic electron emission and thermally activated conductivity. Nano Res. 2019, 12, 1855–1861.
- Wang, X.; Behabtu, N.; Young, C.C.; Tsentalovich, D.E.; Pasquali, M.; Kono, J. Carbon Nanofibers: High-Ampacity Power Cables of Tightly-Packed and Aligned Carbon Nanotubes (Adv. Funct. Mater. 21/2014). Adv. Funct. Mater. 2014, 24, 3288.
- Fang, C.; Zhao, J.; Jia, J.; Zhang, Z.; Zhang, X.; Li, Q. Enhanced carbon nanotube fibers by polyimide. Appl. Phys. Lett. 2010, 97, 181906.
- Kuznetsov, A.A.; Fonseca, A.F.; Baughman, R.H.; Zakhidov, A.A. Structural Model for Dry-Drawing of Sheets and Yarns from Carbon Nanotube Forests. ACS Nano 2011, 5, 985–993.
- Zhu, C.; Cheng, C.; He, Y.H.; Wang, L.; Wong, T.L.; Fung, K.K.; Wang, N. A self-entanglement mechanism for continuous pulling of carbon nanotube yarns. Carbon 2011, 49, 4996–5001.
- Zhang, S.; Lin, W.; Wong, C.-P.; Bucknall, D.G.; Kumar, S. Nanocomposites of Carbon Nanotube Fibers Prepared by Polymer Crystallization. ACS Appl. Mater. Interfaces 2010, 2, 1642–1647.
- Bourlon, B.; Miko, C.; Forró, L.; Glattli, D.C.; Bachtold, A. Determination of the Intershell Conductance in Multiwalled Carbon Nanotubes. Phys. Rev. Lett. 2004, 93, 176806.
- Shenogin, S.; Lee, J.; Voevodin, A.A.; Roy, A.K. The effect of molecular mobility on electronic transport in carbon nanotube-polymer composites and networks. J. Appl. Phys. 2014, 116, 233704.
- Arnold, M.S.; Green, A.A.; Hulvat, J.F.; Stupp, S.I.; Hersam, M.C. Sorting carbon nanotubes by electronic structure using density differentiation. Nat. Nanotechnol. 2006, 1, 60–65.
- Krasheninnikov, A.V.; Nordlund, K.; Lehtinen, P.O.; Foster, A.S.; Ayuela, A.; Nieminen, R.M. Adsorption and migration of carbon adatoms on zigzag carbon nanotubes. Carbon 2004, 42, 1021–1025.
- Lekawa-Raus, A.; Patmore, J.; Kurzepa, L.; Bulmer, J.; Koziol, K. Electrical Properties of Carbon Nanotube Based Fibers and Their Future Use in Electrical Wiring. Adv. Funct. Mater. 2014, 24, 3661–3682.
- Liu, K.; Sun, Y.; Zhou, R.; Zhu, H.; Wang, J.; Liu, L.; Fan, S.; Jiang, K. Carbon nanotube yarns with high tensile strength made by a twisting and shrinking method. Nanotechnology 2010, 21, 045708.
- King, S.G.; Buxton, W.G.; Snashall, K.; Mirkhaydarov, B.; Shkunov, M.; Silva, S.; Ravi, P.; Stolojan, V. A route towards metal-free electrical cables via carbon nanotube wires. Carbon Trends 2022, 7, 100159.
- Lepak-Kuc, S.; Boncel, S.; Szybowicz, M.; Nowicka, A.B.; Jozwik, I.; Orlinski, K.; Gizewski, T.; Koziol, K.; Jakubowska, M.; Lekawa-Raus, A. The operational window of carbon nanotube electrical wires treated with strong acids and oxidants. Sci. Rep. 2018, 8, 14332.
- Cesano, F.; Uddin, M.J.; Lozano, K.; Zanetti, M.; Scarano, D. All-Carbon Conductors for Electronic and Electrical Wiring Applications. Front. Mater. 2020, 7, 219.
- Robert, F.; Prince, A.A.; Fredo, A.R.J. Investigation of using CNT and Cu/CNT Wires for Replacing Cu for Power Electronics and Electrical Applications. ECS J. Solid State Sci. Technol. 2022, 11, 023011.
- Kurzepa, L.; Lekawa-Raus, A.; Patmore, J.; Koziol, K. Replacing Copper Wires with Carbon Nanotube Wires in Electrical Transformers. Adv. Funct. Mater. 2013, 24, 619–624.
- Tran, T.Q.; Lee, J.K.Y.; Chinnappan, A.; Jayathilaka, W.A.D.M.; Ji, D.; Kumar, V.V.; Ramakrishna, S. Strong, lightweight, and highly conductive CNT/Au/Cu wires from sputtering and electroplating methods. J. Mater. Sci. Technol. 2020, 40, 99–106.
- Rodrigues, F.; Pinheiro, P.; Sousa, M.; Angélica, R.; Paz, S.; Reis, M. Electrical Properties of Iodine-Doped Cu/f-CNT Coated Aluminum Wires by Electrophoresis with Copper Sulfate Solution. Metals 2022, 12, 787.
- Rallabandi, V.; Taran, N.; Ionel, D.M.; Eastham, J.F. On the feasibility of carbon nanotube windings for electrical machines—Case study for a coreless axial flux motor. In Proceedings of the 2016 IEEE Energy Conversion Congress and Exposition (ECCE), Milwaukee, WI, USA, 18–22 September 2016; pp. 1–7.
- Jarosz, P.; Schauerman, C.; Alvarenga, J.; Moses, B.; Mastrangelo, T.; Raffaelle, R.; Ridgley, R.; Landi, B. Carbon nanotube wires and cables: Near-term applications and future perspectives. Nanoscale 2011, 3, 4542–4553.
More