The high-mix, low-volume (HMLV) industry has seen growth in the need for product customisation with research to increase manufacturers’ flexibility for the variation in market demands. IThis endustries with HMLVcyclopedia entry aims to provide insights are discussed into industries with HMLV, to reveal production sectors and research areas, categorising the research work, type of validation and their applications. The results show that most work is not industry-specific, with production planning as the central aspect of the research. While other parts of the production processes and value chain received less attention, the semiconductor and electronics industries are the two most researched with substantial validation, leaving gaps in other industries. Earlier work primarily focused on the theoretical development of production planning; however, the development of Industry 4.0 technologies advocates decision support systems for reactive production planning. This period sees the rise in robotics and automation, with improved robotics capability and human—robot collaboration. Assembly assistance systems were developed for manual production to aid operators in managing the variety of information.
- HMLV
- production system
- flexible manufacturing
- production
1. Introduction
1.1. Industry 4.0 for Production Flexibility
1.2. Shop Configuration of High-Mix, Low-Volume
1.3. Challenges in High-Mix, Low-Volume
Many different product numbers are produced in small quantities;
Various routing for all of the products [16][17];
Job shop manufacturing environments [18][19];
High variance in cycle time depending on the product type;
High variation of demand in different parts.
2. Current Status of High-Mix, Low-Volume Research
2.1. Number of Publications over the Two Decades

2.1.1. Publication Keywords Co-Occurrence
2000–2008 Phase
The keywords are grouped into two clusters in the earliest time segment of the literature search in Figure 2. The red cluster denotes work related to printed circuit board assembly (PCBA), while the green cluster relates to manufacturing simulation. The research keywords showed a considerable emphasis on the research on manufacturing printed circuit boards. Algorithms and simulations work was for optimisation in the production and operation management challenges, such as scheduling and levelling.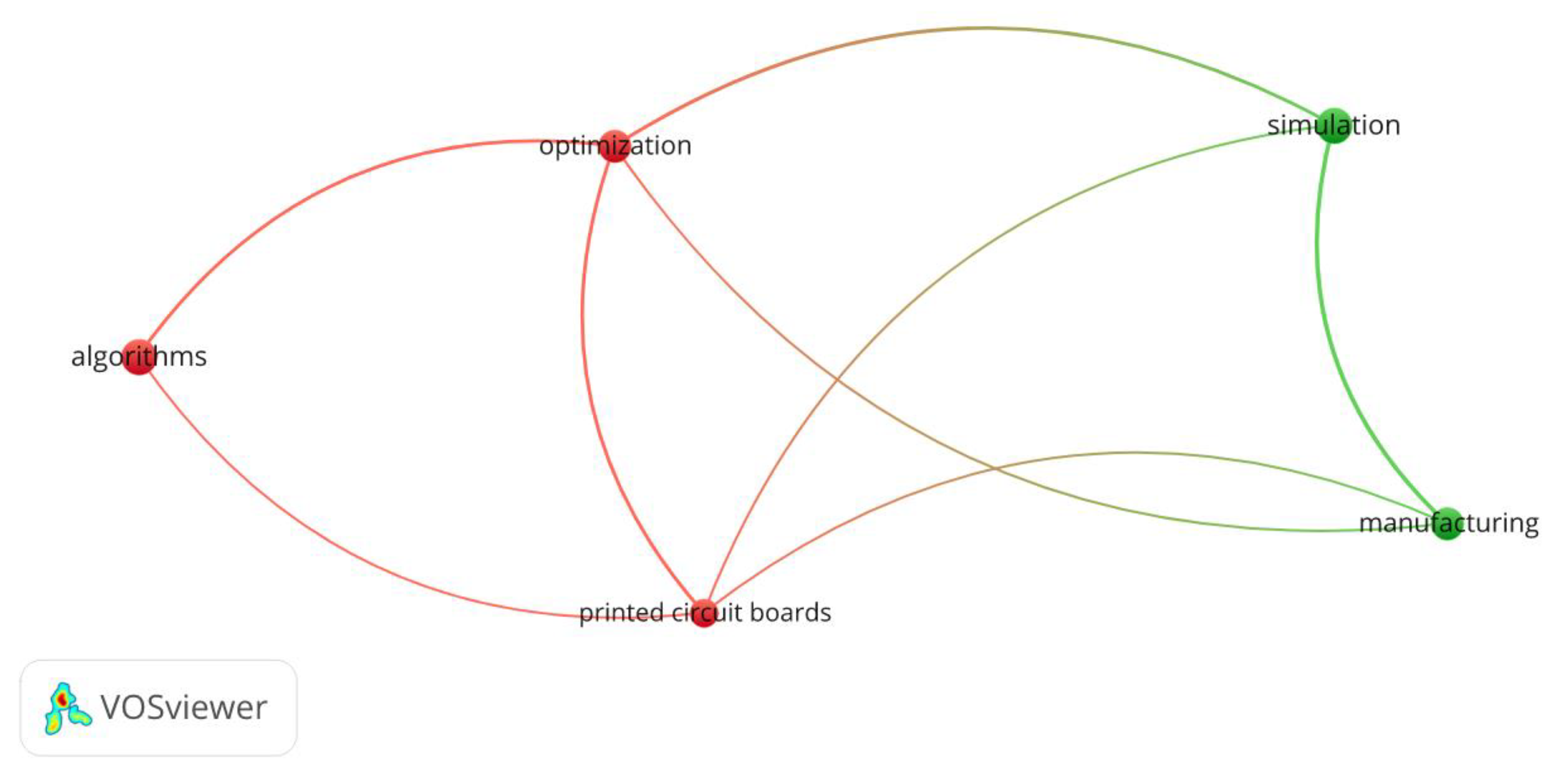
2009–2016 Phase
From 2009 to 2016, Figure 3 shows that new research topics emerged as there was more interest in automation and robotics in manufacturing industries, as the concept of Industry 4.0 could bring more flexibility for HMLV manufacturing.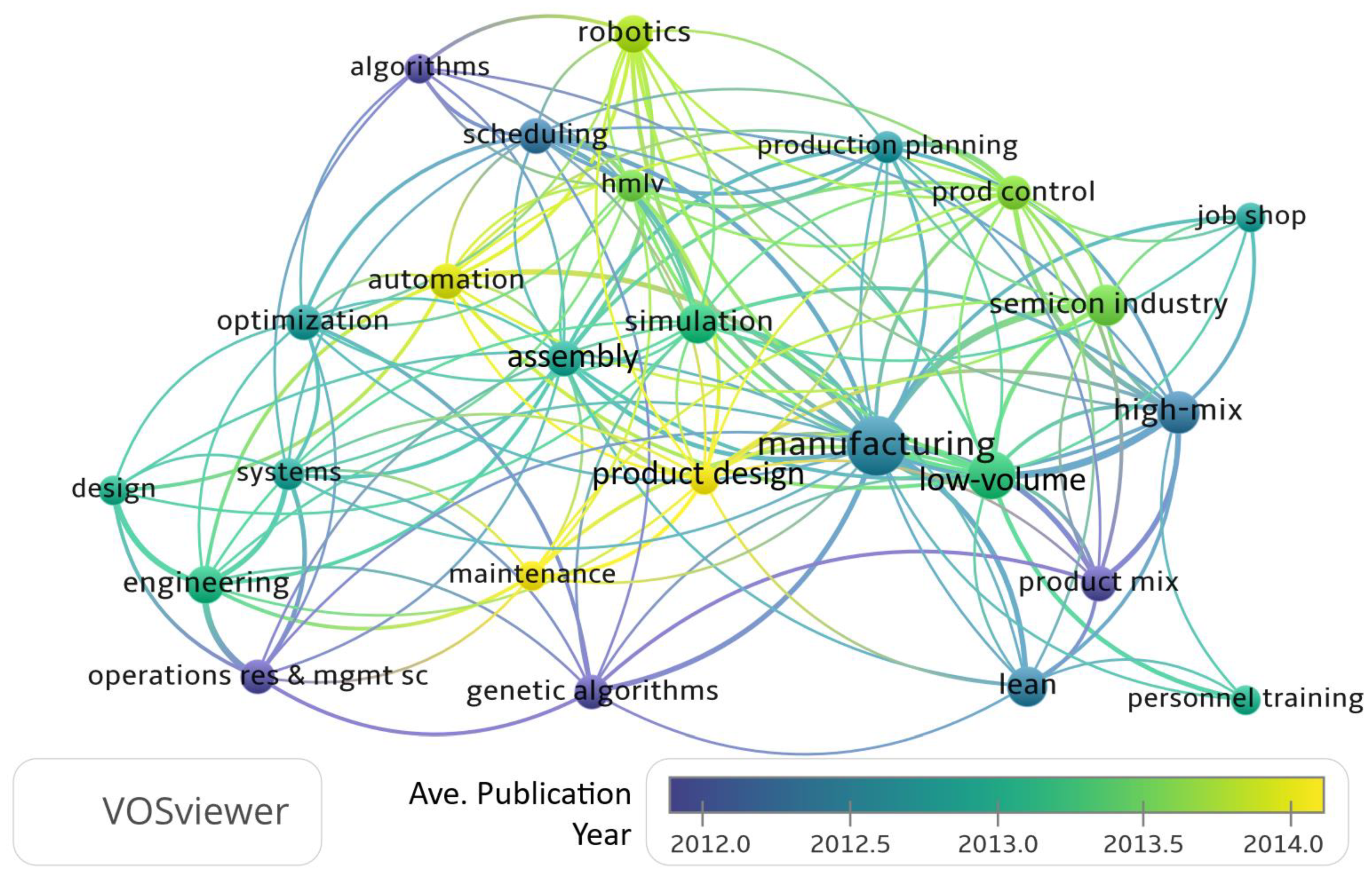
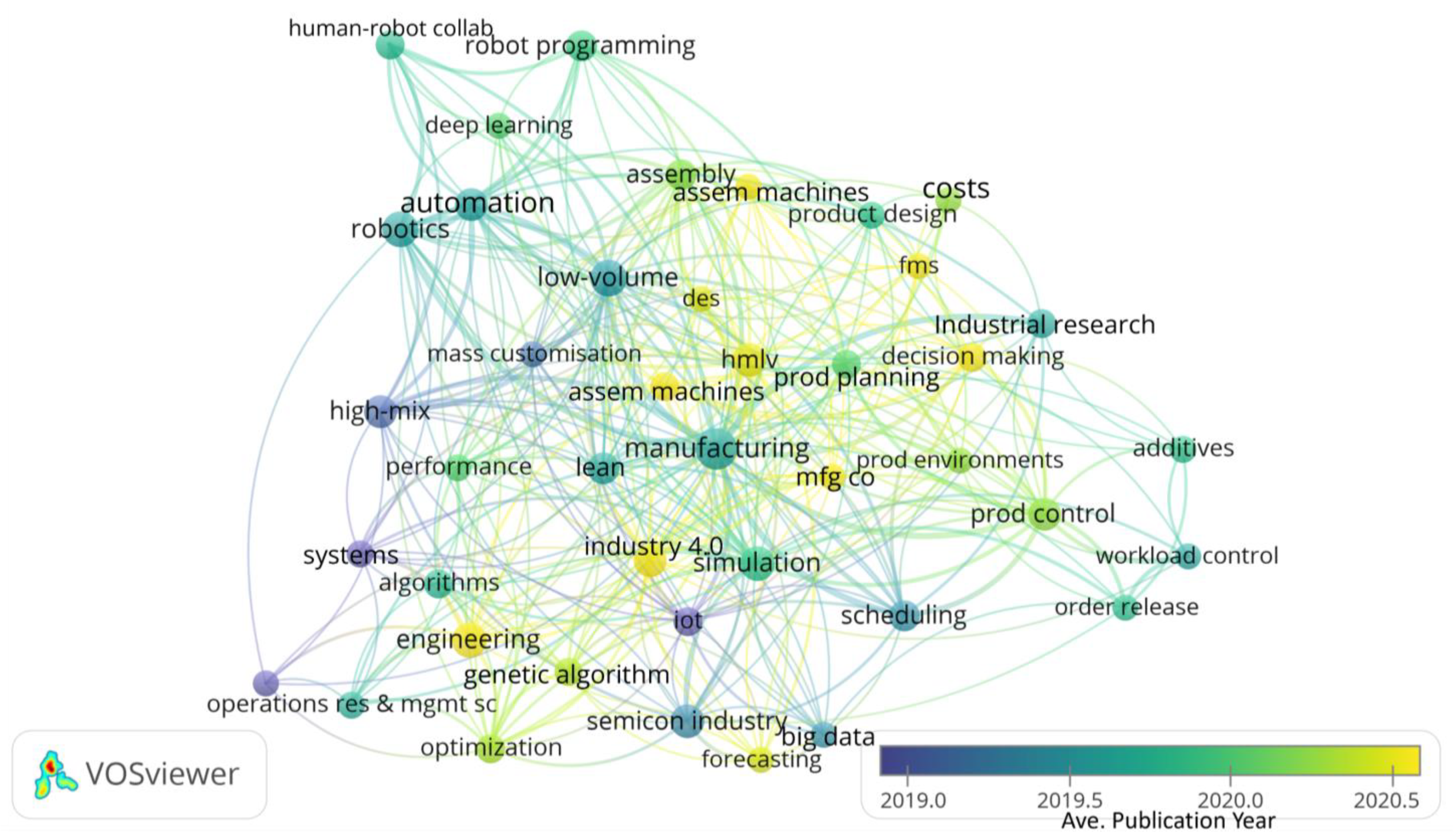
2017–2022 Phase
Figure 4 shows the topics of interest from 2017 to October 2022 with five main clusters. Yellow clusters are mainly on robotics and automation. Manual assembly and lean topics are shown in red. The dark blue cluster focuses mostly on production planning and control methods, such as order release and workload control with simulations. At the same time, light blue shows the manufacturing consideration of production resource management, such as scheduling, costs, decision making, and assembly machines. The green cluster shows Industry 4.0-related topics and the semiconductor industry. Meanwhile, purple relates operation research and management science with algorithms and optimisation.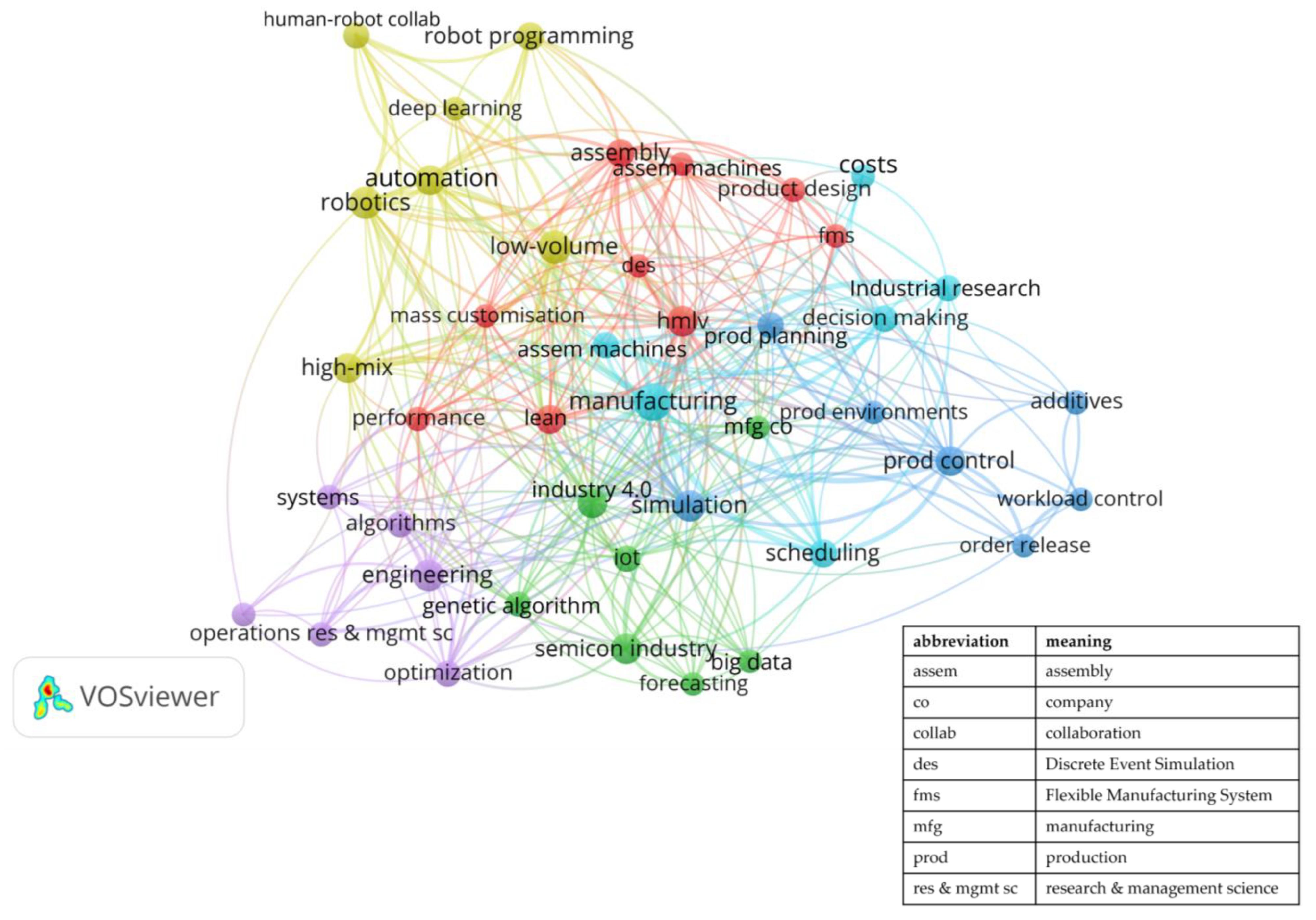
2.2. Industrial Sector of Research Publications
From Figure 6, seventy-one percent of the documents obtained address the HMLV industry in general. This includes production planning, scheduling, sequencing, flow management, and layout design.
2.3. Research Area in the Manufacturing System
Identifying the research areas and the industry involved in the literature showed that most HMLV research problems were generalised non-industry-specific topics. This is denoted as “General” in Figure 7. At the same time, common industry-specific topics were identified independently.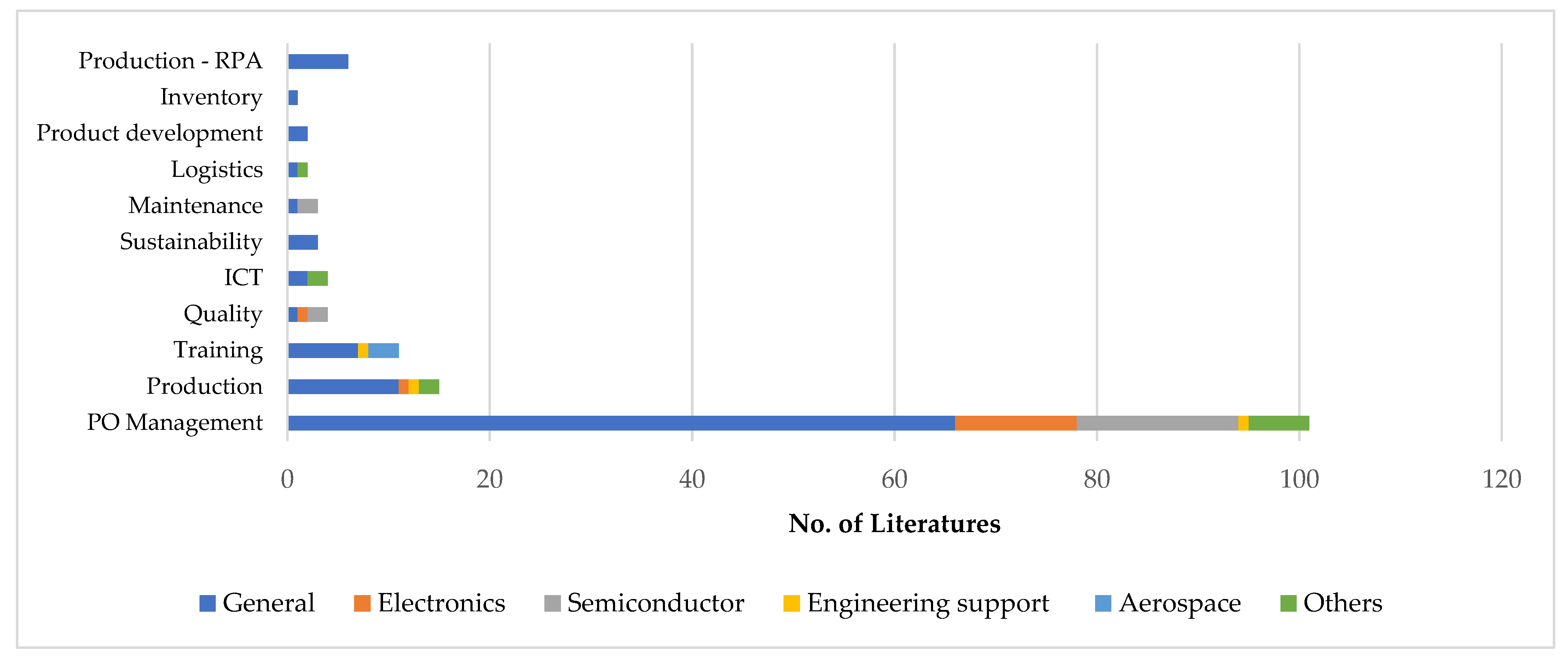
2.4. Common Methodologies Used
Shown in Figure 8, the most common methodologies used in the research for HMLV improvements are simulation, mathematical modelling, and an algorithm-based solution for production planning. With a considerable rise over the years, 114 out of 118 documents found had used this approach.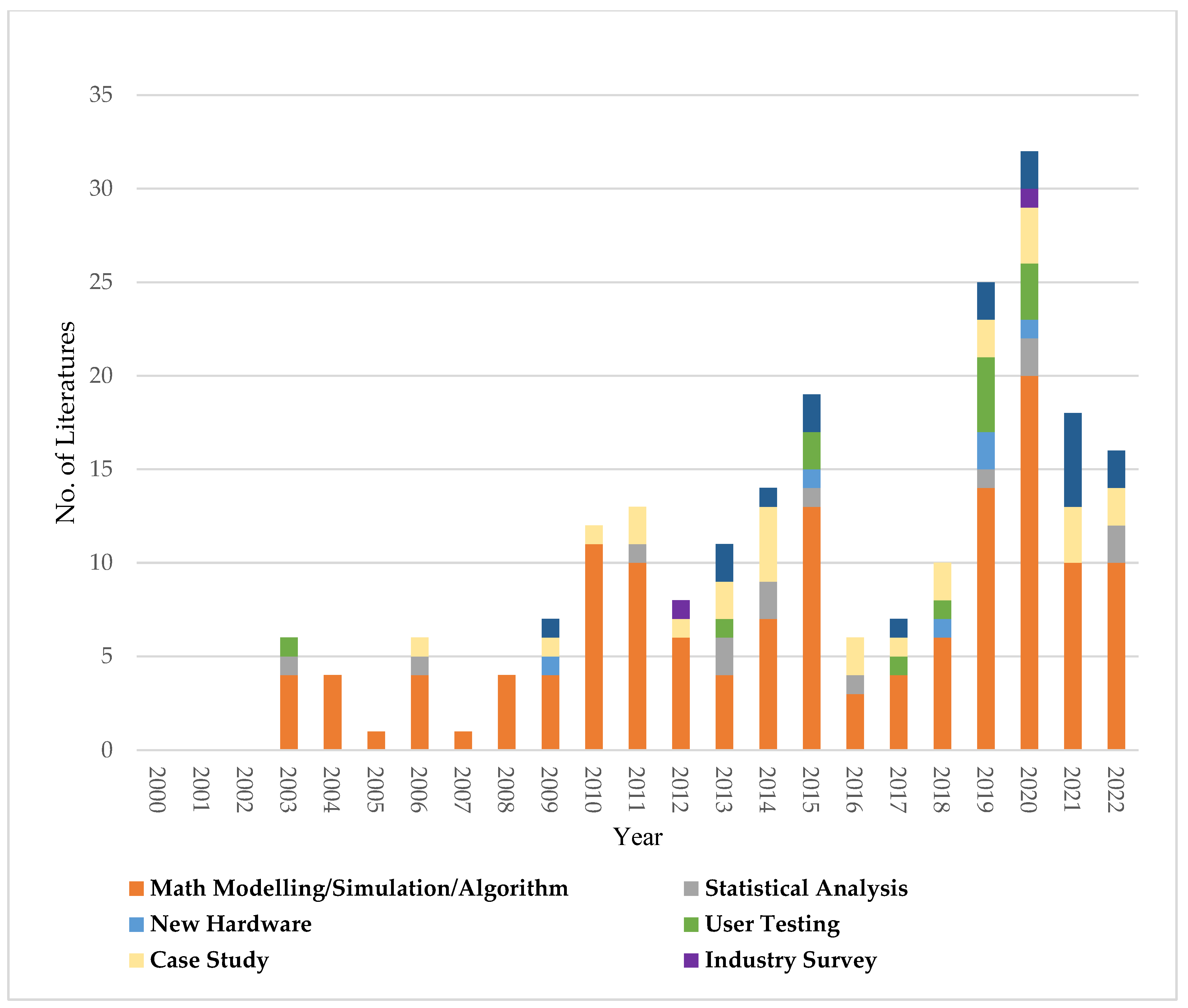
3. Automation and Robotic Production in High-Mix, Low-Volume Production
The need to cope with the demand for mass customisation and market challenges is pivoting towards extending the levels of industrial automation while being cost-effective and flexible [13][20]. This chapter explores the research on automation, robotics, and human–robot collaboration for the HMLV.3.1. Robotics in High-Mix, Low-Volume Manufacturing Systems
Robotics and automation in production systems were well covered in other literature reviews. Therefore this research covers the interest of robotics in production where HMLV were addressed.3.1.1. Flexible Batch Manufacturing
Batch manufacturing systems are one of the manufacturing strategies for HMLV. The research addresses multi-robot coordination in flexible batch manufacturing systems to solve its bottleneck issue with developed algorithms and simulations [21]. Meanwhile, working on the best robotic team configuration, Liemhetcharat and Veloso [22] devised a synergy graph method to compose teams by selecting modules to fit the required tasks best.3.1.2. Programming and Algorithm Training
A high variation of products meant that robots had to be programmed frequently. New methods and approaches are used to minimise the effort of setting up the robotic system. One of the most prominent ways of achieving this goal is to minimise the need for reprogramming to reduce the costs of employing robots, especially for SMEs [23]. Traditionally, robot teaching involves recording the waypoints of the robot’s end-effector, and then the path is interpolated to generate trajectories. Recording the waypoints is time-consuming and does not have the adaptability for complex trajectories or geometries, since it is difficult to collect multiple waypoints via pure manual teaching [24]. One of the lead-through ways is where the user manipulates the robot along the desired path to the desired target points, where the robot records the entire process. This form of learning by demonstration (LfD) is an easy way to program the robots intuitively. Ko, et al. [25] expanded on this method by developing an algorithm to analyse segments of the operations. Then, human operators can perform corrections and evaluations to optimise the operations. Kito, et al. [26] also optimised the training method by including the robot’s visual feedback and force sensors. On the contrary, programming can be carried out without the actual robot, this is called offline programming. This method is performed virtually with the robot and its workplace in a virtual environment. The teaching of the robotic tasks is achieved on the virtual robot. Therefore, programmers can teach the robots without interrupting production processes, thus reducing the unnecessary downtime of the robots [27]. Both teams, Ong et al. (2020) and Solyman et al. (2020), developed augmented reality systems where users can move around the work cell to define the target point and path the robot should follow. Telemanipulation is an offline programming system where the operators guide robotic systems online, with interactive devices, due to the large flexibility from the high cognitive and perceptual capabilities of the human-in-the-loop robot teaching process. Telemanipulation’s limitations include portability, low accuracy, and cumbersome motion mapping methods. These limit the effective robot teaching in multi-degree-of-freedom (DoF) manipulation under force and path constraints. Therefore, more straightforward and efficient solutions have been developed for telemanipulation. One such use case in the HMLV industry is in the aero-manufacturing industry. Tape masking is used to cover objects’ surfaces during industrial processes, such as plasma spraying, spray painting, and shot spending. Work is being carried out to improve the learning capability of the path that is taught by human telemanipulation to provide automation solutions, to free operators from these tedious and unhealthy workloads [24][27]. To improve learning in actions that cannot be optimised due to unknown parameters, Sorensen, et al. [28] developed a method with Bayesian optimisation for a generic iterative approach in robotic learning. The users set the correct outcome of the action (e.g., dropping a ring into a fixture), and a camera captures the desired outcome. Then, the robot iterates different parameters (distance, height, and angle) of the operation until the desired result (from the camera) is achieved. Therefore, the robot can automatically find the most reliable solution for the parameters.3.2. Human–Robot Collaboration (HRC)
Human–robot collaboration (HRC) bridges the advantages of human operators and robotics by combining the robot’s precision, repeatability, and strength with human intelligence and flexibility under variable conditions [29]. However, the safety of humans working in proximity to the robots and task allocation between the human–robot are the two main concerns of HRC for HMLV manufacturing.3.2.1. Task Allocation
The efficient usage of collaborative robots has become a key role in the dynamic environments of the HMLV industry. To harness both the advantage of the operators and robots, Malik and Bilberg [13] devised a method to evaluate the complexity of the assembly operations and distributed the task accordingly between humans and robots with consideration of the physical properties, methodology and safety. Similarly, Chen, Sekiyama, Cannella and Fukuda [30] devised an algorithm to determine the suitable sub-task allocation strategy between humans and robots to maximise the effectiveness between assembly time and costs.3.2.2. Safety and Trust
To improve the safety of humans working together with collaborative robots, Chen, et al. [31] developed an algorithm that estimated human intention and determined the time when the task was transferred from human to robot. Another method of estimating human and robot activities and intentions has been proposed by Cramer, Cramer, Kellens and Demeester [29]. It looked at object affordances—the interdependencies among objects, motions, and human activities, to develop an algorithm that predicts the actions of humans. To improve the trust of humans towards collaborative robots, Palmarini, et al. [32] designed an AR interface that provided situational awareness and spatial dialogue while working with a collaborative robot. As the operator performs the operation, they can see the robot’s operation in advance.References
- Yang, F.J.; Gao, K.Z.; Simon, I.W.; Zhu, Y.T.; Su, R. Decomposition Methods for Manufacturing System Scheduling: A Survey. IEEE-CAA J. Autom. Sin. 2018, 5, 389–400.
- Araya, J.M. Value Stream Mappıng Adapted to Hıgh-Mıx, Low-Volume Manufacturing Environments; KTH Industrial Engineering and Management: Stockholm, Sweden, 2011.
- Joing, M.J. Applicability of Lean Manufacturing and Quick Response Manufacturing in a High-Mix Low-Volume Environment. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2004.
- Tomašević, I.; Stojanović, D.; Slović, D.; Simeunović, B.; Jovanović, I. Lean in High-Mix/Low-Volume industry: A systematic literature review. Prod. Plan. Control 2021, 32, 1004–1019.
- Thomassen, M.K.; Alfnes, E.; Gran, E. A New Value Stream Mapping Approach for Engineer-to-Order Production Systems. In Advances in Production Management Systems: Innovative Production Management Towards Sustainable Growth; Springer: Cham, Switzerland, 2015; Available online: https://link.springer.com/content/pdf/10.1007%2F978-3-319-22759-7_24.pdf (accessed on 11 December 2022).
- Seth, D.; Seth, N.; Dhariwal, P. Application of value stream mapping (VSM) for lean and cycle time reduction in complex production environments: A case study. Prod. Plan. Control 2017, 28, 398–419.
- Stevenson, M.; Hendry, L.C.; Kingsman, B.G. A review of production planning and control: The applicability of key concepts to the make-to-order industry. Int. J. Prod. Res. 2005, 43, 869–898.
- Amaro, G.; Hendry, L.; Kingsman, B. Competitive advantage, customisation and a new taxonomy for non make‐to‐stock companies. Int. J. Oper. Prod. Manag. 1999, 19, 349–371.
- Meissner, H.; Aurich, J.C. Implications of Cyber-Physical Production Systems on Integrated Process Planning and Scheduling. Procedia Manuf. 2019, 28, 167–173.
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641.
- Bassi, L. Industry 4.0: Hope, hype or revolution? In Proceedings of the 2017 IEEE 3rd International Forum on Research and Technologies for Society and Industry (RTSI), Modena, Italy, 11–13 September 2017.
- Thürer, M.; Huang, Y.; Stevenson, M. Workload control in additive manufacturing shops where post-processing is a constraint: An assessment by simulation. Int. J. Prod. Res. 2021, 59, 4268–4286.
- Malik, A.A.; Bilberg, A. Complexity-based task allocation in human-robot collaborative assembly. Ind. Robot 2019, 46, 471–480.
- Oosterman, B.; Land, M.; Gaalman, G. The influence of shop characteristics on workload control. Int. J. Prod. Econ. 2000, 68, 107–119.
- Gill, H.; Lopus, M.; Camelon, K. Overcoming Supply Chain Management Challenges in a Very High Mix, Low Volume and Volatile Demand Manufacturing Environment. https://fabrinet.com/wp-content/uploads/2017/03/LEAN-Manufacturing_Paper.pdf._Gill.-Sept.-08.pdf (archived on 20 December 2020).
- Guan, Z.; Peng, Y.; Ma, L.; Zhang, C.; Li, P. Operation and control of flow manufacturing based on constraints management for high-mix/low-volume production. Front. Mech. Eng. China 2008, 3, 454–461.
- Peng, Y.; Guan, Z.; Ma, L.; Zhang, C.; Li, P. A Mathematical Programming Method for Flow Path Design in High-Mix and Low-Volume Flow Manufacturing, Proceedings of the 2008 IEEE International Conference on Industrial Engineering and Engineering Management, Singapore, 8-11 December 2008; IEEE: New York, USA, 2008.
- Eng, C.K.; Ching, H.W.; Siong, B.C. Paired-cell overlapping loops of cards with authorization simulation in job shop environment. Int. J. Mech. Mechatron. Eng. 2015, 15, 68–73.
- Lee, Q. Kanban for the Job Shop - Adapting Kanban for Low Volume & High Variety. In the Proceedings of the 2018 IISE Annual Conference, Orlando, FL, USA, 19-22 May 2018; IISE: Peachtree Corners, GA, USA, 2018.
- Johansen, K.; Rao, S.; Ashourpour, M. The Role of Automation in Complexities of High-Mix in Low-Volume Production-A Literature Review, Proceedings of the 4th CIRP Conference on Manufacturing Systems, Athens, Greece, 22-24 September 2021; Elsevier: Amsterdam, Netherlands, 2021.
- Hoshino, S.; Seki, H.; Naka, Y.; Ota, J. Multirobot Coordination for Flexible Batch Manufacturing Systems Experiencing Bottlenecks. IEEE Trans. Autom. Sci. Eng. 2010, 7, 887–901.
- Liemhetcharat, S.; Veloso, M. Synergy Graphs for Configuring Robot Team Members, Proceeding of 12th International Conference on Autonomous Agents and Multiagent Systems (AAMAS 2013), Saint Paul, Minnesota, USA, 6–10 May 2013; International Foundation for Autonomous Agents and Multiagent Systems (IFAAMAS): Liverpool, UK, 2013.
- Ong, S.K.; Yew, A.W.W.; Thanigaivel, N.K.; Nee, A.Y.C. Augmented reality-assisted robot programming system for industrial applications. Robot. Comput. -Integr. Manuf. 2020, 61, 101820.
- Yuan, Q.; Weng, C.Y.; Suárez-Ruiz, F.; Chen, I.M. Flexible telemanipulation based handy robot teaching on tape masking with complex geometry. Robot. Comput.-Integr. Manuf. 2020, 66, 101990.
- Ko, W.K.H.; Wu, Y.; Tee, K.P. LAP: A Human-in-the-Loop Adaptation Approach for İndustrial Robot, In the HAI ‘16: Proceedings of the Fourth International Conference on Human Agent Interaction, 4-7 October 2016, Singapore; Association for Computing Machinery: New York, USA, 2016.
- Kito, K.; Tatsuno, K.; Otao, S.; Hosotani, T.; Yohino, K. A Robot Controller for a Working Cell. In Proceedings of the 2017 International Symposium on Micro-Nanomechatronics and Human Science, Nagoya, Japan, 3–6 December 2017.
- Weng, C.Y.; Yuan, Q.; Suárez-Ruiz, F.; Chen, I.M. A Telemanipulation-Based Human-Robot Collaboration Method to Teach Aerospace Masking Skills. IEEE Trans. Ind. Inform. 2020, 16, 3076–3084.
- Sorensen, L.C.; Andersen, R.S.; Schou, C.; Kraft, D. Automatic Parameter Learning for Easy İnstruction of İndustrial Collaborative Robots. In Proceedings of the 2018 IEEE International Conference on Industrial Technology (ICIT), Lyon, France, 20–22 February 2018.
- Cramer, M.; Cramer, J.; Kellens, K.; Demeester, E. Towards Robust İntention Estimation Based on Object Affordance Enabling Natural Human-Robot Collaboration in Assembly Tasks. In 6th CIRP Global Web Conference – Envisaging the future manufacturing, design, technologies and systems in innovation era (CIRPe 2018); Elsevier: Amsterdam, Netherlands, 2018.
- Chen, F.; Sun, B.; Huang, J.; Sasaki, H.; Fukuda, T. Human İntention Estimation Algorithm Design for Robot in Human and Robot Cooperated Cell Assembly. In 2010 International Symposium on Micro-NanoMechatronics and Human Science, Nagoya, Japan ; IEEE: New York City, United States, 2010.
- Stevenson, M.; Hendry, L.C.; Kingsman, B.G. A review of production planning and control: The applicability of key concepts to the make-to-order industry. Int. J. Prod. Res. 2005, 43, 869–898.
- Palmarini, R.; Del Amo, I.F.; Bertolino, G.; Dini, G.; Erkoyuncu, J.A.; Roy, R.; Farnsworth, M. Designing an AR İnterface to İmprove Trust in Human-Robots Collaboration, Proceedings of the 28th CIRP Design Conference, Nantes, France, May 2018; Elsevier: Amsterdam, Netherlands, 2018.