1000/1000
Hot
Most Recent
 +1 point
+1 point
AM is one technique which can be used to enhance the heat transfer rates of heat-exchanging devices and preserve the large sums of energy that are wasted from generated entropy and exergy.
Based on the historical manufacturing review by Schmenner, he states that the concept of manufacturing was introduced during the industrial revolution in the sixteenth century [1]. This is largely supported from the historical development of modern-day industrialization, beginning with the rise of the United States from Britain during the 1700s. Understanding this fact, Hu has related this concept to the mass-production of consumer-based products in a review of the ever-changing paradigms of manufacturing processes [2]. Evolving from specialized paradigm type processes, larger, more “mass production” types of paradigms have emerged due to the invention of assembly lines. Serving the purpose of creating cheap and indistinguishable products, products such as the Ford Model T have popularized this concept which, in turn, has largely affected the manufacturing processes that we have today. More specifically, many fast and efficient manufacturing techniques have been adopted to fabricate more useful goods as opposed to previous practices, as identified by economist Alan Blinder [3]. This fact is supported by the increasing wealth of various countries within the past hundred years. With technology consistently improving, many innovative changes have occurred in manufacturing environments, as evident from the three industrial revolutions that have occurred.
Notable advancements in manufacturing processes were observed through the establishment of manufacturing factories in the late 1700s by Samuel Slater, as noted in his published biography by Conrad [4]. In fact, through the support of historians, Conrad has supported the fact that Slater has greatly contributed to the initial development of modern-day manufacturing through the invention of the water-powered cotton-spinning machine. In a separate biography of Slater, Tucker additionally supports this notion, including the idea that Slater is one of the catalysts of assembly-based processes through segmenting worker responsibilities to improve the quality and efficiency of various products [5]. Evidence of this was also supported by many referenced historians in this published biography. As consequence of this, Shah and Ward have identified that new manufacturing concepts such as “Just-In-Time Production” and “Lean Manufacturing” eventually arose, thus altering the perception of optimal manufacturing methods [6]. Although these concepts have mainly been recognized by the management-based literature, these approaches still have large importance for current-day manufacturing.
Through these novel concepts, additive manufacturing (AM) processes began to rapidly develop, dating back to the early 1900s, with the aim of manufacturing “Just-in-Time”. One of the earliest AM systems proposed was the modern stereolithography technique, patented by Munz Otto in 1951 [7]. This system involved the formulation of photochemically etched objects through layers of photo emulsion. Based on the early invention of stereolithography techniques, the first commercial use of a stereolithography technique was in 1987 by a company named 3D Systems, naming their product the “SLA-1” [8]. 3D Systems described this product by using a ultraviolet-light-sensitive liquid polymer to create thin layers and building the product through layer-by-layer addition. Currently, this system is recognized in the National Inventors Hall of Fame Museum due to its profound impacts in the automotive and medical industries.
Following this invention, Kruth et al. describes the early 1990s as an era where many novel AM technologies, such as solid-ground-curing (SGC), laminated-object manufacturing (LOM), and fused deposition modeling (FDM), were developed and commercialized [9]. Throughout a decade span, Kruth has reported a ~34% increase in sales of these technologies from economical changes over time, which, at the time, was quite significant. That being said, although these novel processes used AM-based principles, many associate them with the concept of rapid prototyping (RP), this is a separate and distinct concept that should be understood. Horn and Harrysson describe RP as a concept that is more focused on the rapid timing of manufacturing prototypes compared to costlier and time-consuming subtractive-based methods [10]. Historically, the introduction of computer-aided designs (CAD) has drastically helped improve product-to-market time which, in turn, has popularized this manufacturing concept. Taking a macroscopic view of current-day manufacturing processes, there tends to be many influences from this concept, as markets are becoming much more competitive from the increasing expectation of customer demands. In contrast to this, Campbell et al. describes the concept of AM as the development of parts via layer-by-layer builds [11]. Although this concept may seem simplistic, its origins can be largely attributed to the evolution of RP-based processes, as explained by the authors of this review. The authors support this claim through the increasing uses of AM-based technologies in combination with their experience and observations throughout the years. That being said, although they may commonly overlap, it is emphasized that there is a distinct difference between the two processes. Based on both academic-based studies and commercial-based applications, Guo and Leu have identified the biomedical, aerospace, and automotive industries to have largely used AM-based processes since their development [12]. This can be supported through the increasing need to preserve material usage and conserve energy, as well as the need to reduce total weight while maximizing part performance.
In order to further visualize AM, this concept has the primary focus of developing three-dimensional components in a layer-by-layer fashion. Without the use of external tools such as cutting tools, coolants, or fixtures, AM allows for the user to limit the amount of wasted material in a process, thus reducing total costs and allowing for a more conservative use of resources as opposed to traditional manufacturing practices.
As AM techniques continued to improve, many began to utilize metallic powders to achieve this novel building concept. This was first shown in a study by Ciraud where the metal powder was subject to the heat supplied by electron beams to create this layering concept [13]. As a consequence, this study acted as a building base for similar powder-laser processes in the future. Given the significance of this study, many modern-day AM-based processes would not exist without this research. With this novel concept gaining traction, the market for AM grew significantly in the early 2000s. This was especially evident in the period between 2010 to 2012, where the market grew by a total of 27.4%, demonstrating the potential of AM in diverse industries, as noted from Huang et al. [14]. In order to validate these trends, Huang et al. referenced the published findings from the well-established and reputable consulting firm Wohlers Associates, which has historically had profound impacts on the status of AM technologies worldwide.
Through the significant proliferation of novel additive manufacturing technologies, there are many challenges that have arisen for metal-based parts. In general, there are three core issues that are present with 3D printing-based technologies. The first general issue that is seen in additive manufacturing technologies is the general high cost of different technologies. Some technologies are retailed in the hundreds of thousands, whereas others can be in the millions (USD). One example of this can be seen in Thomas and Gilberts’ literature review of the general costs of additive manufacturing technologies [15]. Through a general cost analysis of several industrial firms, costs regarding machine costs, material costs, energy consumption, and general labor were all factored and elaborated on. As a general takeaway, AM technologies tend to be quite costly, especially newer models, due to their limited production quantities and availability in the market. Khajavi et al. are also among the researchers who have noted the cost impacts of AM technologies in industrial supply chains [16]. In this specific study, the impacts of AM on the aviation industry for F-18 Super Hornets were analyzed. Taking into consideration the amount of time, cost, and labor required to use an AM, the highest cost per annum for this instance was marked at USD 1,793,971, which is incredibly costly considering the general slow production of AM technologies vs. traditional manufacturing technologies. Although industries such as healthcare and medical benefit long-term from the flexibility of AM technologies, other larger production volume-based industries (e.g., automotive) maybe favored more traditional manufacturing processes due to the lack of mass production. It should also be mentioned that the lack of versatility for fabricating larger structures is an issue with AM processes, as well as the processing speeds and poor dimensional accuracy of these processes.
The second and third issues in AM are the anisotropic mechanical properties of the build direction and the defects and limited materials that can be used for these processes. In general, one of the primary issues seen in AM components is the formation of voids and pores, which Sola and Nouri [17] stated in their literature review of the microstructural porosity of PBF-based metals. Sola and Nouri state that this can be largely attributed to the thermodynamic conditions of the melting process, as the processing parameters dictate the finish of the part. In the case of a larger press, the mechanical performance of metal-based parts drastically reduces, potentially causing structural failures in critical operations.
With the many challenges of AM components, many novel processes have been added to the fabrication process of AM metals. The surface defects of the melting process tend to be the primary issue due to a Stair Casing Effect during fabrication, which in turn deteriorates the surface roughness of fabricated components. An example of the Stair Casing Effect is shown in Figure 1.
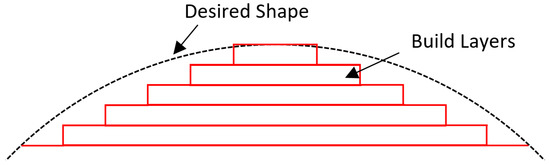
Figure 1. A schematic of the Stair Casing Effect that has been shown in AM processes.
The stair casing effect, in its most basic definition, is the curvature limitation of layer-building processes, as the concavity and convexity of the CAD-generated radius tends not to be as easily replicated in actual production. Yasa et al. are along many who have come to this conclusion for AM-based metals [18]. Through the use of computer-based simulations and experimental validations, the waviness of the two consecutive layers was studied and compared, as the authors used this variable as a key indicator of the stair casing effect due to its resemblance to stair casing. Aside from the utilization of different processing variables, post-processing techniques are commonly used to mitigate these issues. In Kumbhar and Mulay’s literature review of the surface-finishing technologies used in AM, they identified post-processing methods, to be segmented into two different categories: conventional and non-conventional [19]. For conventional methods, those most commonly seen in scientific studies are as followed: (1) micro-machining processes (MMP), (2) CNC finishing, (3) hot cutter machining (HCM), (4) vibratory bowl abrasion, (5) optical polishing, (6) epoxy resin painting, (7) friction stir processing/welding, (8) laser re-melting, (9) shot peening, (10) heat treatment. Non-common methods are also as follows: (1) laser-micro-machining, (2) electrochemical polishing, (3) ultrasonic abrasion, (4) electroplating, and (5) chemical post-processing treatment. The authors of this paper were able to support these claims through referencing various publications regarding this topic.
Aside from the listed post-processing techniques, an in situ technique known as hybrid AM is another avenue that can be used to improve the integrity of manufactured parts. This concept was highlighted by Merklien et al., where the current state of hybrid AM technologies were reviewed and detailed [20]. Based on this review, hybrid AM is defined as the application of two or more manufacturing processes used to improve the part quality of AM components. Generally, these techniques are done through hybrid machining, hybrid materials, and hybrid processes, which can help aid the final finish of AM energy-consuming products.
In one sense, through synergistically combining different additive and subtractive processes, the quality of manufactured products drastically increases. Flynn et al. have identified that through these specialized and sequential-based systems, parts can achieve more complex geometrical shapes and limit any issues regarding overhanging and internal characteristics [21]. The authors support this claim through their combined analysis of commercially available machines combined with the most up to-date literature regarding additive and subtractive processes for hybrid AM. These combined processes are especially helpful in low-volume, high-cost operations where equipment such as in the biomedical and weaponry field allow for a reduction in lead timing and specialized tool costs that would be normally found in traditional manufacturing processes. However, one crucial downfall of both additive/subtractive and post-manufacturing processes is the cost and time required for these processes. With many publications in this topic being published (including patents) within the last 5 years, AM process optimization has yet to be fully investigated. Given the improvement in process enhancements, there will be less of a reliance on the additional post/in-situ processes, which will help improve the total quality and performance of AM parts. This paper aims to collectively display all of the current literature on how to maximize surface quality from processing variables and how this can improve other surface properties such as hardness or wear. This will allow for less dependence on additional post-manufacturing processes and improvements in the general qualities of the AM part.





