Microcellular injection moulding (MuCell®) is a polymer processing technology that uses a supercritical fluid inert gas, CO2 or N2, to produce light-weight products. Due to environmental pressures and the requirement of light-weight parts with good mechanical properties, this technology recently gained significant attention. However, poor surface appearance and limited mechanical properties still prevent the wide applications of this technique.
1. Introduction
Most plastics are fossil-based, and there are significant concerns regarding the environmental impact of their use. However, researchers are making significant progress regarding the development of bio-based polymers that represent around 1% of the total market [1][2]. Plastic parts can be produced through a wide range of techniques, such as injection moulding, compression moulding, extrusion, blow-moulding, thermoforming, and reaction-injection moulding [3][4][5][6]. Among these technologies, injection moulding is the most relevant technique.
An injection moulding system consists of an injection unit, a mould closing unit, an ejection unit, a core pulling unit, and a cooling unit. The main target of the injection unit is to melt the plastic material and inject it into the mould cavity. The main injection unit components are the screw inside a screw chamber, heating elements around the screw chamber, and a hopper that contains the raw material. The screw, heating elements, and screw chamber act together. They melt the plastic material, decreasing its viscosity and increasing its flowability. The screw moves forward inside the screw chamber and pushes the molten polymer into the mould cavity, which increases density and decreases shrinkage. Therefore, the injection moulding cycle can be summarised as follows
[7][8][9]:
Figure 1 shows the average percentage of each phase over the overall injection moulding cycle [10]. The total cycle depends on different factors, of which the part wall thickness is one of the most relevant. Nevertheless, the cooling stage is always the more time-consuming step, representing more than half of the injection moulding cycle.
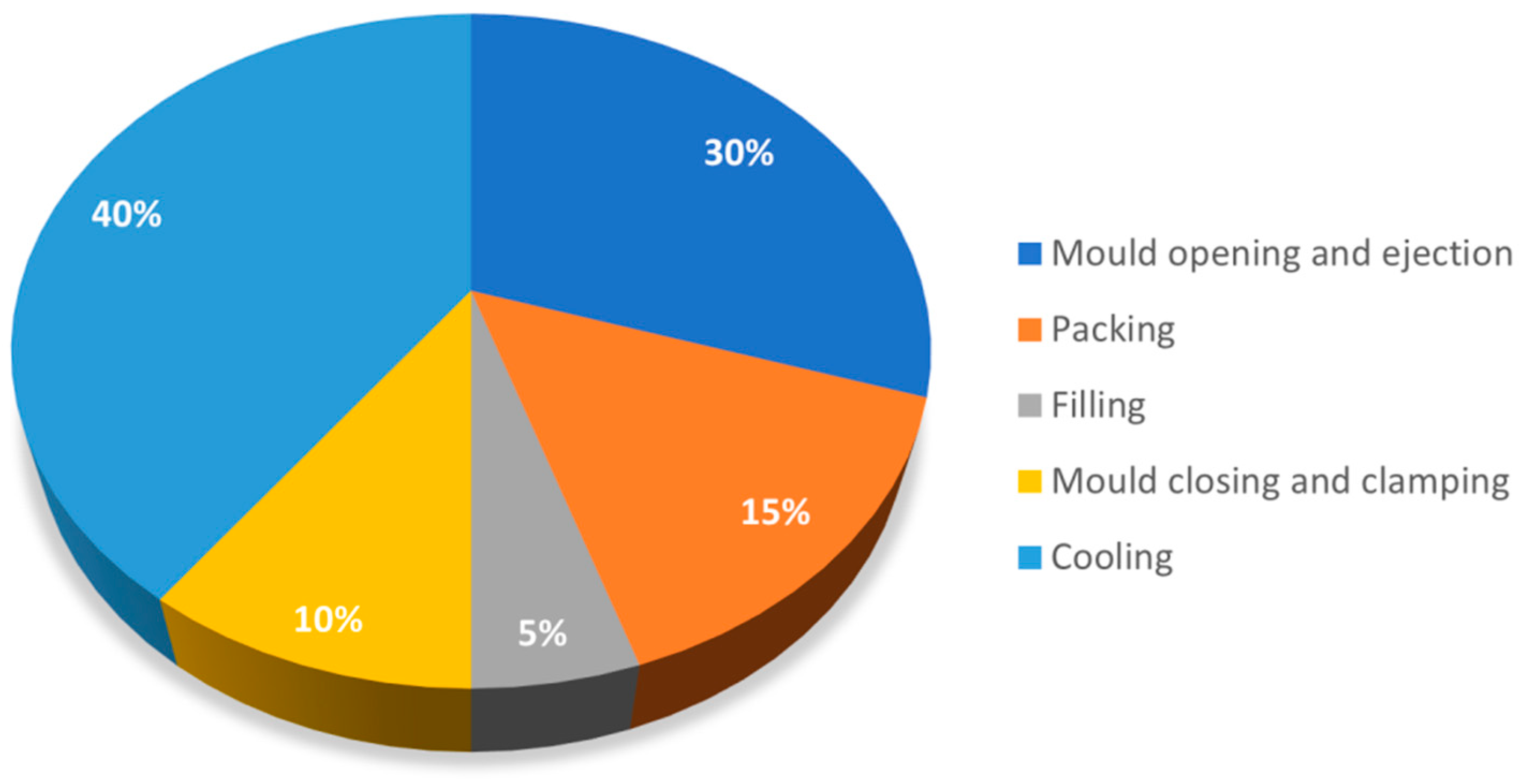 Figure 1. The cycle time of injection moulding (figure adapted from [10]).
Figure 1. The cycle time of injection moulding (figure adapted from [10]).
An important market for injection moulding parts is the automotive sector. In the European Union (EU), this is a sector under significant safety and environmental regulations. Restrictions on CO 2 emissions imposed by the EU led not only to the development of new-energy powered vehicles, such as hybrid and electric vehicles, but also to the development of more efficient and light-weight gasoline-powered vehicles. Therefore, the automotive industry is increasingly demanding high-performance and light-weight plastic parts. Thus, injection moulding companies supplying plastic parts for the automotive sector are facing significant challenges, as current injection moulded parts must be redesigned, and new injection moulding strategies are required.
Replacing solid injected moulded parts by foamed ones represents an effective way to reduce part weight [11][12][13]. Thermoplastic foaming parts can be produced using two types of blowing agents: chemical and physical blowing agents [12][14][15]. In the case of chemical blowing agents, the agents are mixed with the polymeric materials in the hopper and moved into the barrel. When the temperature reaches a certain value, gas such as nitrogen, carbon dioxide, or carbon monoxide is released, creating an internal microcellular structure [16][17]. The main disadvantages of using chemical blowing agents are related to uneven bubble formation and difficulties in dealing with the remaining chemical by-products in the machine [17].
The microcellular injection moulding is a foaming technology that uses a physical blowing agent. MuCell® was the first commercialised microcellular injection moulding process being also the most known technique [13][18]. However, other technologies were recently developed and commercialised such as Optifoam®, ProFoam®, Ergocell® [13][18][19], and IQ Foam® [20]. All of these technologies are based on the mixture of a gas/supercritical fluid (SCF) and the melt during the injection moulding process, but involving different mixture methods [13][18][19][20]. In the MuCell® process, a specially designed reciprocating screw is used as the SCF dosage element. This screw, longer than a conventional one, is equipped with a mixing section designed to optimise the SCF-polymer melt. The Optifoam® process uses a specially designed nozzle as the SCF dosage equipment. In the ProFoam® process, the gas is put into the hopper straight and dissolves with the melt inside the injection unit, while in the Ergocell® process, a dynamic mixer is used for mixing SCF with the melt. Finally, in the IQ Foam® process, a two-chambered unit is set up between the hopper and the screw chamber to make the melt and gas mix at moderate-low pressures [13][18][19][20]. Among these technologies, MuCell® has the highest industrial acceptance and is the leading technology. These technologies, and MuCell® in particular, allow not only to produce light-weight plastic parts but also to reduce carbon footprint and CO2 emissions [21].
2. Prospects
MuCell
® is a relevant injection moulding technique to create light-weight plastic parts with a microcellular internal structure. This technique also allows producing parts with improved dimensional stability that enable reducing the injection pressure and clamping forces (energy savings) and the cycle time
[13]. The produced parts exhibit lower shrinkage and warpage than conventional injected moulding parts
[22]. Contrary to conventional injection moulding, where shrinkage is reduced by controlling both holding pressure and time, in the case of MuCell
®, it is controlled by the SCF content and injection speed
[22]. The main limitations are related to the surface quality and deterioration of mechanical properties.
This injection moulding technique requires a proper control of different processing conditions (shot volume, mould temperature, gas dosage amount, and injection velocity) to reduce silver marks on the part surface and the production of plastic parts with different cell sizes distributed in different regions within the part inducing mechanical properties variations from region to region within the same part. Table 1 summarises the main effects of key processing conditions on cell morphology (e.g., size and density), skin thickness, weight reduction, and mechanical properties.
Table 1. The summary of the main effects of processing conditions on cell morphology, skin thickness, weight reduction, and mechanical properties (GF: glass fibre, PEI: polyetherimide, PPS: poly (phenylene sulfide), TPU: thermoplastic polyurethane, PA66: polyamide 66, PA6: polyamide-6, PS: polystyrene).
| Material |
Parameters |
Changes |
Morphology |
Skin Thickness |
Apparent Density |
Weight Reduction |
Warpage |
Mechanical Properties |
Reference |
| Tensile |
Impact |
Flexural |
Biaxial Bending |
| Cell Size |
Cell Number (Density) |
Elastic Modulus |
Yield Strength |
Tensile Strength |
Young’s Modulus |
Flexural Strength |
Bending Stiffness |
Maximum Force |
Energy |
| ABS |
shot volume |
↓ |
↓ |
↑ |
↓ |
↓ |
↑ |
|
↓ |
↓ |
|
|
|
|
|
|
|
[23] |
| SCF content |
↑ |
↓ |
↑ |
↓ |
|
|
|
↓ |
↓ |
|
|
|
|
|
|
|
| mould temperature |
↑ |
↓ |
↑ |
↑ |
no |
|
|
no |
|
no |
|
|
|
|
|
|
| injection velocity |
↑ |
↓ |
↑ |
↓ |
no |
|
|
no |
|
no |
|
|
|
|
|
|
| PP/GF |
mould temperature |
↑ |
|
|
↓ |
|
|
|
no |
|
|
no |
no |
no |
↓ |
↓ |
[24][25] |
| degree of foaming |
↓ |
|
|
|
|
|
|
|
|
|
|
↑ |
↑ |
↓ |
↓ |
↓ |
| injection speed |
|
|
|
|
|
|
|
not clear |
|
|
|
|
|
|
|
| delay time |
↓ |
|
|
↓ |
|
|
|
|
|
|
|
↓ |
↓ |
↓ |
↑ |
↑ |
| gas content |
↓ |
↑ |
|
|
|
|
|
no |
|
|
|
|
|
|
|
| MuCell process pressure (MPP) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| shot volume |
↓ |
|
|
↓ |
↓ |
|
|
|
|
|
↓ |
↓ |
↓ |
|
|
|
| PP, PP/CaCo3, ABS |
SCF content |
↑ |
|
|
|
↓ |
|
|
|
|
|
|
↓ |
↓ |
|
|
|
[26] |
| PEI |
shot size |
↑ |
↓ |
↑ |
|
↑ |
↓ |
|
|
|
↑ |
↑ |
|
↑ |
|
|
|
[27] |
| SCF content |
↑ |
↑ |
↓ |
|
↓ |
↑ |
|
|
|
↓ |
↓ |
|
↓ |
|
|
|
| injection speed |
↑ |
↓ |
↑ |
|
↑ |
↓ |
|
|
|
↑ |
↑ |
|
↑ |
|
|
|
| mould temperature |
↑ |
|
|
↓ |
|
|
|
|
|
|
|
|
|
|
|
|
| PPS/GF |
injection speed |
↑ |
no |
no |
|
|
|
|
↓ |
|
no |
no |
|
|
|
|
|
[28] |
| PPS |
shot size |
↑ |
↓ |
↑ |
|
↑ |
|
|
|
|
↑ |
↑ |
↑ |
↑ |
|
|
|
[29] |
| SCF content |
↑ |
↓ |
↑ |
|
no |
|
|
|
|
no |
|
|
no |
|
|
|
| TPU |
plasticising temperature |
↑ |
↑ |
|
↑ until 200 °C then ↓ |
|
|
|
↑ until 198 °C then ↓ |
|
|
|
|
|
|
|
|
[30] |
| injection speed |
↑ |
|
↓ |
↑ until 45 ccm/s then ↓ |
|
|
|
↑ until 40 ccm/s then ↓ |
|
|
|
|
|
|
|
|
| injection volume |
↓ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| SCF content |
↓ |
↑ |
↓ |
no |
|
|
|
|
|
|
|
|
|
|
|
|
| HDPE/Wood fibre |
gas content |
↑ |
|
↑ |
|
|
|
|
|
|
|
|
|
|
|
|
|
[31] |
| injection speed |
↑ |
|
↑ |
|
|
|
|
|
|
|
|
|
|
|
|
|
| mould temperature |
|
|
↑ |
|
|
|
|
|
|
|
|
|
|
|
|
|
| weight reduction |
↓ |
|
↑ |
|
|
|
|
↑ |
↑ |
|
|
|
|
|
|
|
| PC |
melt temperature |
↑ |
|
|
|
|
|
|
|
|
↑ |
↑ |
|
|
|
|
|
[32][33] |
| mould temperature |
↑ |
|
|
|
|
|
|
|
|
↑ |
↓ |
|
|
|
|
|
| MPP |
↑ |
|
|
|
|
|
|
|
|
no |
↓ |
|
|
|
|
|
| SCF content |
↑ |
|
|
|
|
|
|
|
|
↑ |
not clear |
|
|
|
|
|
| injection rate |
↑ |
|
|
|
|
|
|
|
|
↑ |
not clear |
|
|
|
|
|
| shot size |
↑ |
|
|
|
|
|
|
|
|
↑ |
not clear |
|
|
|
|
|
| PA66/GF |
injection temperature |
↑ |
↓ |
↑ |
|
|
|
|
|
|
|
|
|
|
|
|
|
[34] |
| gas injection pressure |
↑ |
|
|
|
↓ |
↑ |
|
|
|
|
|
↑ |
|
|
|
|
| PA6 |
shot size |
↑ |
↓ |
↓ |
|
|
|
|
|
|
↑ |
|
|
|
|
|
|
[35] |
| melt temperature |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| SCF content |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| injection speed |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PA6/Clay |
shot size |
↑ |
↑ until 18.4 mm then ↓ |
↑ until 18.4 mm then ↓ |
|
|
|
|
|
|
↑ |
|
|
|
|
|
|
[35] |
| melt temperature |
↑ |
|
no |
|
|
|
|
|
|
no |
|
|
|
|
|
|
| SCF content |
↑ |
|
no |
|
|
|
|
|
|
no |
|
|
|
|
|
|
| injection speed |
↑ |
|
no |
|
|
|
|
|
|
no |
|
|
|
|
|
|
| PP/GF |
SCF content |
↑ |
|
|
|
↓ |
|
↓ |
|
|
|
|
|
|
|
|
|
[36] |
| PP/talc |
SCF content |
↑ |
|
|
|
|
|
↓ |
|
|
|
|
|
|
|
|
|
[22] |
| PS |
mould temperature |
↑ |
↑ |
no |
↓ |
|
|
|
|
|
↓ |
↓ |
|
|
|
|
|
[37][38] |
There are strong links between the bubble nucleation and growth processes and the internal structure, surface quality, and mechanical properties. Aiming to improve the characteristics of microcellular injection moulded parts, different solutions have been proposed, either combining MuCell® with other equipment or using different materials and additives. Improved surface quality and mechanical properties were obtained, but those solutions lead to complex mould structures and high costs and thus are not appropriated for mass production applications.
Mould temperature and mould cavity pressure are the keys factors determining Mucell
®’s part surface quality, determining both the solid skin layer thickness and foam zone characteristics (e.g., cell size and cell density), which regulate the apparent density of Mucell
® parts, weight reduction, and mechanical properties (e.g., tensile, impact, and flexural properties). Techniques such as gas counter pressure and dynamic mould temperature control have been used to improve the surface quality and to control the morphological structure of produced parts. The combined use of temperature and pressure sensors placed in the mould cavity to obtain relevant data for in-line process monitoring is also highly relevant
[39]. Collected data can be used to determine in real time the rheological characteristics of the melt and, through the use of proper control systems and artificial intelligence tools, adjust processing parameters to optimise the injection process. However, in situ characterisation, also critical for real-time monitoring and process optimisation, is still a challenge. Tabatabaei et al.
[40] used a mould with a transparent window and a high-speed digital camera to investigate cell nucleation and growth. However, the different thermal conductivity properties of glass and mould steel led to incorrect results. Recently, Zhao et al.
[41] used an ultrasonic method for real-time analysis of cell size, surface roughness, and layer thickness. This technique was also used to measure clamping forces
[42]. Together with artificial intelligence, the real-time data acquired by ultrasonic methods could open a new route to adjust on-time processing conditions, contributing to the development of a smart microcellular injection moulding approach. Nevertheless, better material databases and processing conditions–morphological development models are still required to allow the optimisation of microcellular injection moulding through the use of optimisation schemes based on the use of case-based reasoning, expert systems, fuzzy systems, Taguchi methods, genetic algorithm, or simulated annealing methods.
Numerical simulation based on both Moldex 3D and Moldflow have been reported, aiming to improve the part properties, mould design, and process optimisation. However, better mathematical models capturing the complex mechanisms involved in the microcellular injection process are required. Currently, these simulation tools are not able to accurately simulate the entire injection process due to significant pressure variations, large cooling rates, complex flow fields, and complex nucleation mechanisms in the presence of fillers and additives. Cell nucleation is assumed to be uniform, and as a consequence, cells are uniformly distributed across the part. Therefore, better nucleation models are required. Moreover, it is not possible to obtain information on the cell shape, and this has an effect on the mechanical properties and anisotropy of the parts not captured by the software. Models that are able to consider the bubble convection mechanism, more accurate material data, and process condition models are also required. Due to current model limitations, current software tools are only able to predict with a certain level of accuracy cases where the material properties are well known, and the nucleation density can be considered uniform. Existing simulation tools are also not able to predict surface characteristics and mechanical properties.
The investment costs associated to MuCell
® represent a major limitation for the adoption of this technology. Strategies have been proposed based on the systems that do not require high-pressure pumps to bring CO
2 and N
2 to the supercritical state. Different approaches including the delivery of the gas from the gas cylinder to the molten polymer through an injector valve or the use of a high-pressure autoclave as a hopper
[43]. These are cost-effective strategies but difficult to control and very efficient in terms of delivering the gas to the molten polymer. Recently, Trexel introduced a new tip-dosing module that eliminates the need for the special screw and barrel for foaming, allowing to reduce costs and to improve machine performance.
Finally, the reduced clamp forces and injection pressures of MuCell
® in comparison to conventional injection moulding make it suitable to use additive manufacturing technologies to create inserts with conformal cooling channels, improving the performance of the injection moulds and part quality. Additive manufacturing has been explored as a rapid tooling strategy for several polymer processing technologies such conventional injection moulding, reaction injection moulding, and thermoforming, and the concept of hybrid moulds was fully discussed
[44][45]. However, the use of additive manufacturing to produced advanced moulds for microcellular injection moulding has not been reported.
 +1 point
+1 point





