The Ti2AlNb alloy was bonded to TC4 alloy using the vacuum diffusion bonding method with a Ti interlayer. The interfacial microstructure of the Ti2AlNb/Ti/TC4 joint was characterized. The relationship between the bonding parameters and the microstructure and mechanical property of the joints was explored. Results indicated that the interdiffusion of Nb and Al elements between the interlayer and substrates promoted the formation of the lamellar α + β dual-phase structure in the joint. The bonding parameters determined the diffusion distance of Nb and Al elements, thus controlling the characteristics of the lamellar α + β dual-phase structure. When the Ti2AlNb alloy and TC4 alloy were bonded at 950 °C for 30 min under a pressure of 10 MPa, the elemental diffusion in the bonding couple was sufficient and the joint possessed the maximum shear strength of 549 MPa.
1. Introduction
In 1960, researchers found that adding an appropriate amount of Nb in a Ti
3Al-based alloy could develop a new kind of alloy, i.e., the Ti
2AlNb alloy, which possesses high specific strength, excellent creep resistance, and oxidation resistance
[1][2][3][4][5][6]. TC4 alloy (Ti-6Al-4V) is a typical structural material, since it has the advantages of low density, good workability, and outstanding fracture toughness
[7][8]. Due to the outstanding performance of the Ti
2AlNb alloy and TC4 alloy, they have been regarded as promising structural materials in the aerospace industry
[9][10]. Ti
2AlNb alloy can serve at a higher temperature (600~750 °C) than the TC4 alloy (<600 °C)
[11]. However, the Ti
2AlNb alloy has a comparatively higher density and cost than the TC4 alloy. When manufacturing the airspace engine, it is often necessary to join the Ti
2AlNb alloy to the TC4 alloy to produce composite components
[12][13]. If a part is working at a temperature below 600 °C, the TC4 alloy can be used. For a part working at high temperatures (600~750 °C), the Ti
2AlNb alloy can be used. Thus, these two materials can develop their full potential. A balance can be achieved between structure–property and manufacturing cost. Meanwhile, the coefficient of thermal expansion (CTE) mismatch between Ti
2AlNb alloy and TC4 alloy is small. The CTE of Ti
2AlNb alloy is 8.8 × 10
−6 °C
−1 [5], while that of the TC4 alloy is 9–9.5 × 10
−6 °C
−1 [14]. The effect of the CTE mismatch is small when fabricating the large-scale Ti
2AlNb/TC4 component. In some ways, the joining of the Ti
2AlNb alloy and TC4 alloy is inevitable and in high demand. From the above viewpoint, developing a technique for reliably joining these two materials will further broaden their applications and is of great meaning.
Up to now, many welding techniques have been employed for joining Ti
2AlNb alloys and TC4 alloys
[15][16][17][18][19]. However, each technique has both strengths and weaknesses. When the Ti
2AlNb alloy and TC4 alloy are welded by fusion welding methods, it is very difficult to precisely control the interfacial microstructure in the joining pair
[20], such as the phase composition and distribution of interfacial products, and the thickness of reaction layers. Defects like voids and hot cracks often appear in the joint. To eliminate the adverse effects, post-weld heat treatment is required. Brazing and transient liquid phase (TLP) bonding are also used to join Ti
2AlNb alloy
[21] and TC4 alloy
[22][23]. Researchers have obtained satisfactory results using the Ti-Zr-Ni-Cu
[24], Ti-Ni-Cu
[25], and Ti-Ni-Nb
[26] filler metals or interlayers. However, during the joining, brittle intermetallic compounds (such as Ti
2Ni, Ti
2Cu, Zr
2Cu, et al.) are inevitably formed in the joint.
As a solid-state bonding method, diffusion bonding has some inherent advantages in comparison with fusion welding, brazing, and TLP, etc. During diffusion bonding, the joint microstructure can be well controlled to avoid the formation of voids, cracks, and brittle intermetallic compounds. A sound diffusion bonded joint relies on the occurrence of self-diffusion
[27]. When the Ti
2AlNb alloy and TC4 alloy are direct diffusion bonded, a high bonding temperature and a long holding time are often needed to enhance the atomic diffusion at the bonding interfaces, which may be harmful to the base metals. This is because that when the bonding temperature is high and the holding time is long, the fine acicular orthorhombic (O) phase in Ti
2AlNb alloy will largely transform to the B2 phase. The precipitation hardening effect of the O phase will be attenuated, leading to the decrease of the strength. Meanwhile, the α phases in TC4 alloys will largely transform to β phases, forming the coarse β phases and significantly decreasing the ductility of the TC4 alloy. Thus, the strength of the direct diffusion bonded Ti
2AlNb/TC4 joint is relatively low. It is difficult to reach the full potential of the Ti
2AlNb alloy and TC4 alloy. Adding a suitable interlayer in the diffusion couple can improve the reliability of the contact at the bonding interface. Therefore, a sound joint can be produced at a relatively low bonding temperature and short holding time. Diffusion bonding with Ti/Al
[28], Ni
[29], Ni/Al
[30], and Ti/Cu
[31] interlayers have been applied to the joining of Ti-based alloys, and sound joints have been obtained without damaging the base metals. However, the interfacial reactions between the interlayers and parent alloys are too strong, leading to the formation of brittle intermetallic compounds. To achieve a reliable joint of Ti
2AlNb alloy and TC4 alloy, a suitable interlayer should be chosen. It should have an appropriate interdiffusion degree and not form intermetallic compounds with the base metals. Considering the chemical and physical properties of the Ti
2AlNb alloy and TC4 alloy, using pure Ti foil as the bonding interlayer may be a feasible solution. First, Ti
2AlNb alloys and TC4 alloys have good chemical compatibility with the Ti interlayer. No brittle intermetallic compounds will be formed during the bonding. Second, Ti is softer than the Ti
2AlNb alloy and TC4 alloy. It can improve the reliability of the contact at the interface and lower the bonding pressure. Unfortunately, to the best of our knowledge, the diffusion bonding of Ti
2AlNb alloys and TC4 alloys with a Ti interlayer has not been reported.
2. Current Research on Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint
The room-temperature shear test was conducted to assess the mechanical property of the joints.
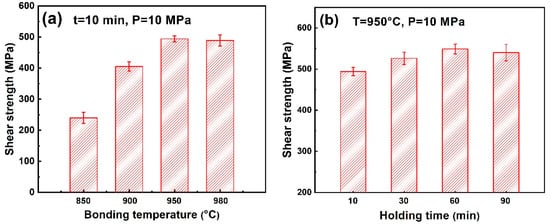
Figure 1 shows the test results of the joints achieved under various bonding conditions.
Figure 1a demonstrates that as the bonding temperature increased, the joint shear strength increased first from 240 MPa to 494 MPa, then decreased slightly to 489 MPa. The variation of joint shear strength depended on the microstructure evolution of the joints. As shown in
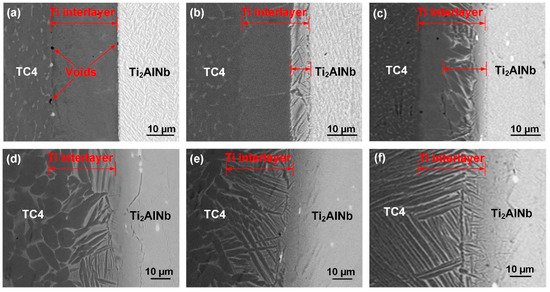
Figure 2a–c, the bonding temperature determined the atomic diffusion, thus influencing the bonding quality. At a low bonding temperature (850 °C), the interdiffusion in the bonding couple was insufficient due to the low atomic mobility. The interfacial bonding was weak. Voids were formed at the bonding interfaces, leading to the low shear strength (240 MPa). The elevation of bonding temperature enhanced the atomic diffusion and improved the interfacial bonding quality. The Nb element diffused from the Ti
2AlNb substrate to the interlayer, forming the lamellar α + β dual-phase structure near the Ti
2AlNb substrate. A previous study
[32] indicated that the lamellar α + β dual-phase structure has excellent combination properties compared to the pure Ti interlayer (α phase). Thus, the formation of a lamellar α + β dual-phase structure in the Ti interlayer is beneficial to improve the joint shear strength. A higher bonding temperature led to a larger dual-phase region. As a result, when the bonding temperature increased, the joint shear strength increased rapidly from 240 MPa to 494 MPa. When the bonding temperature further increased to 980 °C, the yield strength of the TC4 alloy decreased to <20 MPa. The TC4 alloy became very soft at 980 °C, leading to excessive deformation under the bonding pressure. Thus, it was not desirable for the diffusion bonding of the TC4 alloy and Ti
2AlNb alloy at a higher temperature.
Figure 1. Effect of (a) bonding temperature and (b) holding time on the shear strength of the Ti2AlNb/Ti/TC4 joints.
Figure 1b shows the shear strength of the joints bonded at various holding times. Unlike the obvious variation in
Figure 1a, the joints bonded at various holding times all had a relatively high shear strength (higher than 500 MPa). This was mainly because of the fact that when the bonding temperature was 950 °C, the atomic activity was already very high. Even the holding time was as short as 10 min and the interdiffusion at the bonding interface still ensured a high bonding quality and the joint shear strength reached a relatively high value of 494 MPa. The further increase of bonding time only improved the bonding quality and the joint shear strength to a limited extent. In consequence, the influence of holding time was small on the joint shear strength. As shown in
Figure 2, when the holding time further increased, the Ti interlayer gradually transformed to the lamellar α + β dual-phase structure. The formation of lamellar α + β dual-phase structure in the Ti interlayer is beneficial to improve the joint shear strength. Thus, as the holding time extended, the joint shear strength gradually rose to 549 MPa. However, when the holding time further increased to 90 min, the high-hardness β phase was excessive in the joint. It affected the ductility of the joint, leading to a slight decrease in the joint shear strength. From the above analysis, it could be seen that for the diffusion bonding of the Ti
2AlNb alloy and TC4 alloy with a Ti interlayer, a high shear strength of the joint could be achieved over a large range of bonding parameters. The maximum joint shear strength achieved in this study was much higher than the previously reported studies (brazing (359 MPa
[26]) and TLP bonding (428 MPa)
[33]). It proved the feasibility of diffusion bonding of the Ti
2AlNb alloy and TC4 alloy using a Ti interlayer.
Figure 2. Microstructure of the joints bonded at various bonding parameters (10 MPa): (a) 850 °C, 10 min; (b) 900 °C, 10 min; (c) 950 °C, 10 min; (d) 950 °C, 30 min; (e) 950 °C, 60 min; (f) 950 °C, 90 min.
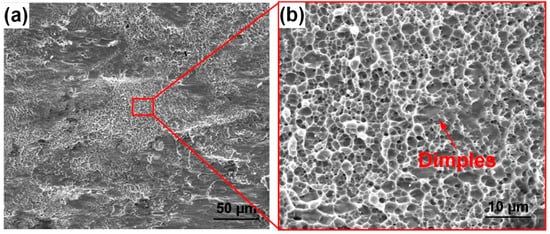
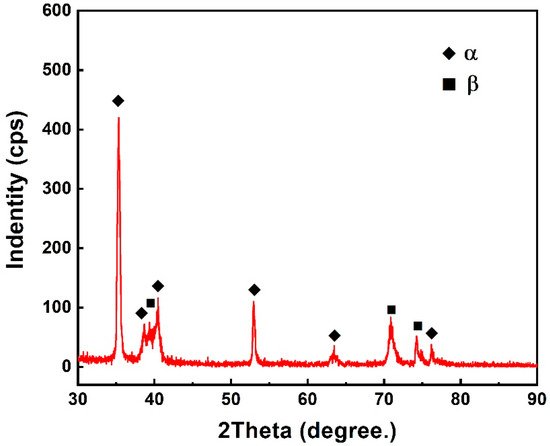
Figure 3 shows the fracture morphology of the Ti2AlNb/Ti/TC4 joint achieved at 950 °C for 60 min under a pressure of 10 MPa. To demonstrate more details on the fracture surface, two figures with different magnifications are given. They indicate that the fracture surface was characterized by a combination of ductile and brittle features. As shown in Figure 3a, the fracture surface consisted of two parts, which were the central part and the rest part, respectively. The enlargement in Figure 3b shows that the central part was covered with a large number of dimples and its fracture was a ductile rupture. In the rest part of the fracture surface, cleavage-like structures could be observed. The XRD analysis was conducted on the fracture surface. The results in Figure 4 suggest that the phase composition of the fracture surface was a mixture of α + β phases. Since both the TC4 alloy and the lamellar α + β dual-phase region consisted of α phase and β phase, it was supposed that the fracture occurred within the TC4 substrate or the lamellar α + β dual-phase region rather than the Ti2AlNb substrate.
Figure 3. Joint fracture surface (950 °C, 60 min, 10 MPa): (a) overall morphology; (b) enlarged morphology.
Figure 4. XRD analysis results of the joint fracture surface.
3. Conclusions
(1) The diffusion of Nb from the Ti2AlNb substrate to the Ti interlayer led to the formation of a β phase in the Ti interlayer. The typical interfacial microstructure of the Ti2AlNb/Ti/TC4 joint was characterized by the lamellar α + β dual-phase zone.
(2) The bonding parameters determined the diffusion distance of Nb and Al elements, thus controlling the growth of the lamellar α + β dual-phase structure. With the increase of bonding temperature and holding time, the lamellar α + β dual-phase structure first appeared at the Ti2AlNb/Ti interface and then gradually extended to the entire Ti interlayer.
(3) When the Ti2AlNb alloy and TC4 alloy were bonded at 950 °C for 60 min under a pressure of 10 MPa, the elemental diffusion in the bonding couple was sufficient and the joint shear strength reached the maximum of 549 MPa.
 +1 point
+1 point